


Bạn có biết
Bạn nghĩ rằng công việc vận hành máy chấn kim loại là đơn giản?

Th3
Việc vận hành máy chấn kim loại không dễ dàng
Đối với những tấm kim loại uốn trên một máy chấn trông đơn giản. Bạn đặt bộ đột dập và khuôn dập vào phanh ép và thanh ram làm cho quả đấm di chuyển xuống không gian khuôn để uốn cong tấm kim loại. Nó rất đơn giản, ai cũng có thể chạy chiếc máy này, phải không?

Không quá nhanh. Mặc dù cỗ máy này trông có vẻ đơn giản, nhưng thực tế thì việc ép phanh lại là một trong những cỗ máy khó khăn nhất để thành thạo.
Sai lầm trong nhận thức này thường xảy ra đối với những người làm công tác nhân sự, các nhà quản lý cấp trung và cấp cao nhất và các nhà lãnh đạo khác. Nhận thức của họ và kết quả là thiếu sự hỗ trợ thường làm mất lợi nhuận ngay từ một dự án. Các nhà lãnh đạo doanh nghiệp không nắm bắt được sự phức tạp của máy chấn có xu hướng thuê sai người.
Điều tương tự cũng áp dụng cho kỹ thuật và sự thiếu kiến thức chung về thiết kế tạo hình phanh ép. Kiến thức không đầy đủ về quá trình tạo hình kim loại đã dẫn đến nhiều hoạt động có hại khi người vận hành cố gắng sửa chữa các vấn đề trên sàn cửa hàng bằng cách sử dụng kiến thức được truyền lại.
Chỉ cần một lỗi nghiêm trọng có thể dẫn đến thất bại. Vì vậy, điều cần thiết là bạn phải hoàn toàn nắm bắt được quy trình tạo hình kim loại, kỹ thuật uốn và các sắc thái của việc tạo hình trên phanh ép.
Tính toán độ giãn dài
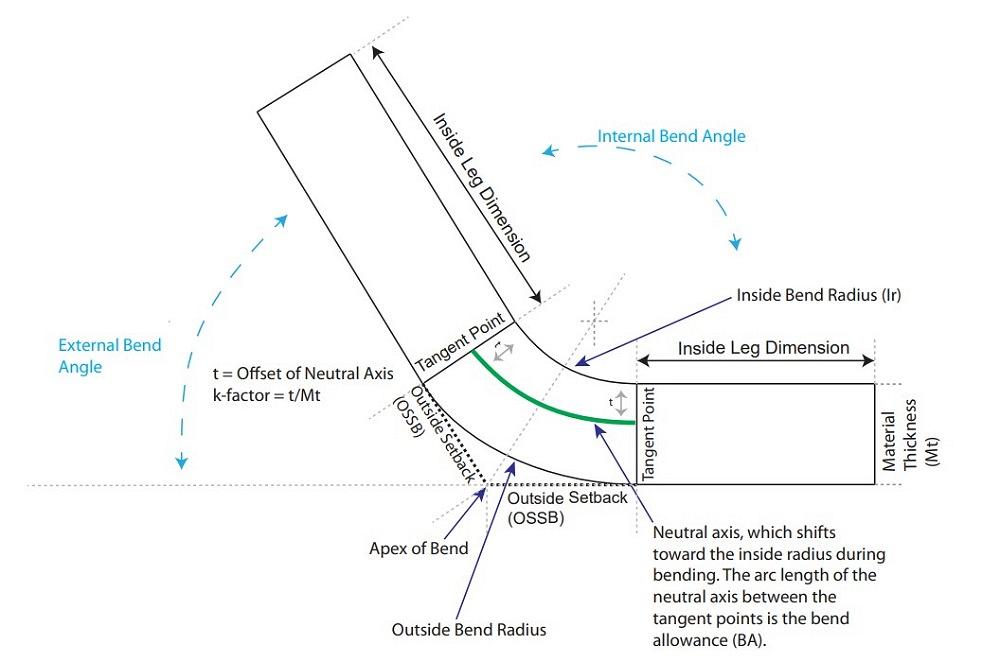
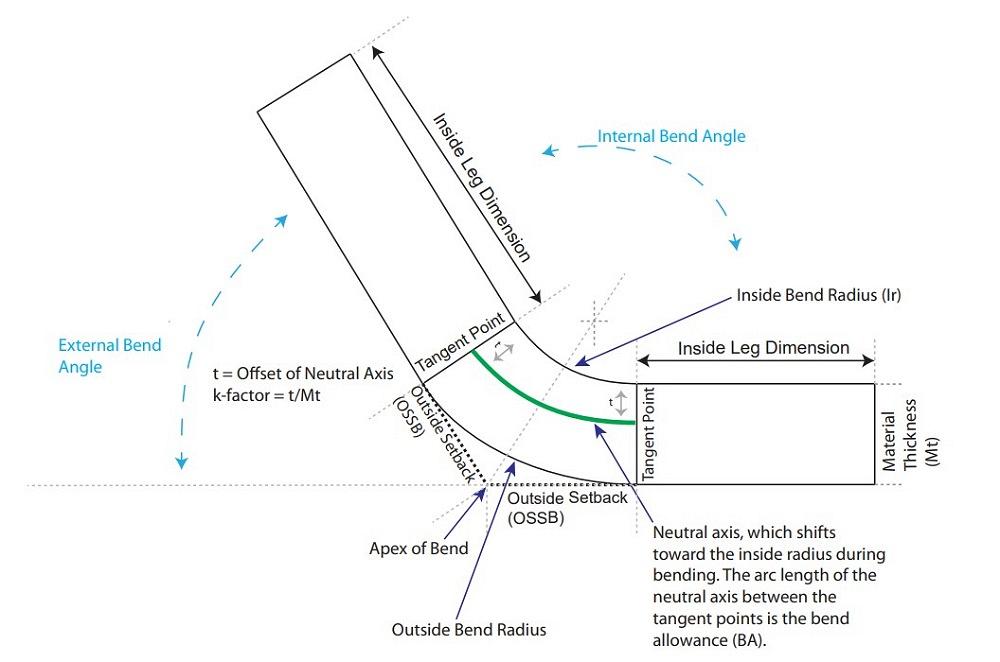
Tấm kim loại uốn kéo dài phôi tại điểm uốn cong. Trong quá trình uốn, bề mặt bên ngoài của đoạn uốn chịu ứng suất giãn nở hoặc kéo căng, còn bề mặt bên trong chịu ứng suất nén. Ở ranh giới giữa giãn nở và nén là một vùng lý thuyết không có thay đổi vật lý nào trong quá trình hình thành. Trục trung hòa này không bị ảnh hưởng bởi lực kéo hoặc lực nén và do đó không có sự giãn nở hoặc nén.
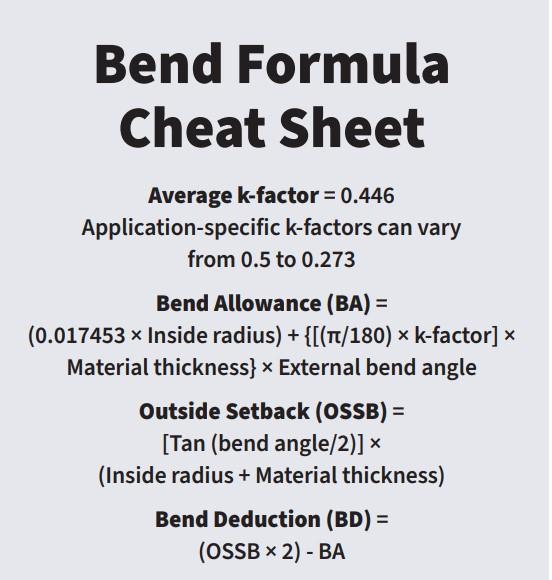
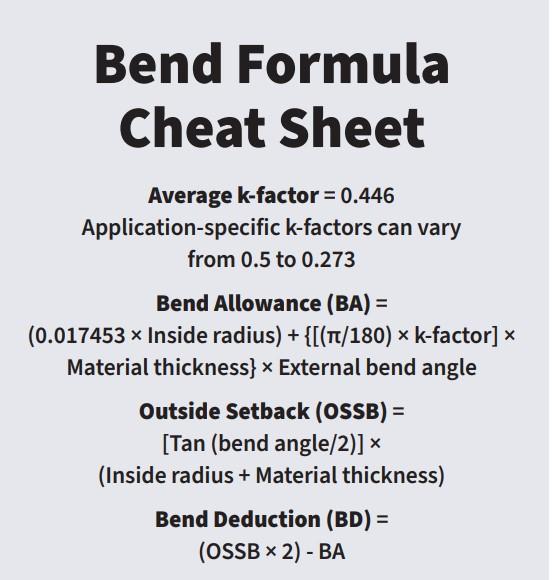
Trong quá trình uốn, trục trung hòa di chuyển từ 50% trong mặt phẳng (nghĩa là giữa chiều dày vật liệu) về phía bán kính uốn bên trong, nằm trong khoảng từ 0,5 đến 0,273 (kết quả của phép tính t / Mt trong Hình 1). Chúng tôi sử dụng hệ số k để tính toán vị trí của trục trung hòa được di dời. Một số ứng dụng sử dụng hệ số k trung bình (0,446 là phổ biến), một số tham chiếu đến biểu đồ và một số dựa trên các mẫu thử. Để biết thêm thông tin về hệ số k, hãy xem “ Phân tích hệ số k trong uốn kim loại tấm ”, loạt bài gồm hai phần.
Để tính toán độ giãn dài này, ngành công nghiệp dựa vào ba phương pháp phổ biến: phương pháp cho phép uốn cong, phương pháp thực nghiệm (thường được sử dụng trong các ứng dụng tấm) và phương pháp khấu trừ uốn.
Phương pháp phụ cấp uốn cong. Điều này phù hợp nhất để tính toán các góc uốn cong khác với vuông góc, mặc dù nó cũng hoạt động cho các khúc cua 90 độ. Chúng tôi định nghĩa giới hạn uốn cong (BA) là chiều dài của trục trung hòa giữa điểm tiếp tuyến, như thể hiện trong Hình 1.
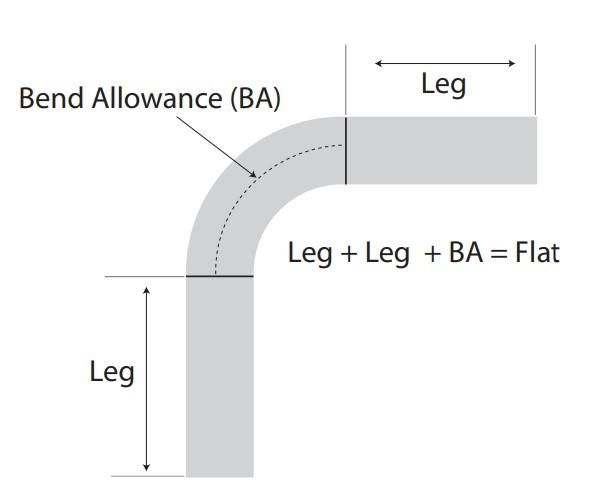
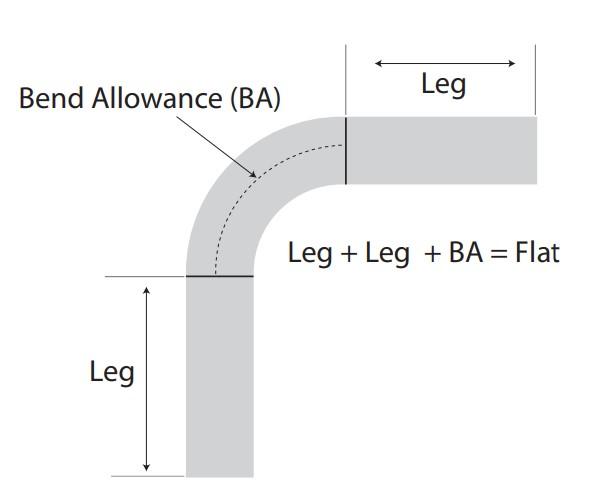
Phương pháp thực nghiệm. Phương pháp này cũng hoạt động tốt đối với các đoạn uốn cong 90 độ và các góc uốn cong khác, và nó có thể hỗ trợ các nhà thiết kế khi tính toán độ giãn dài của chi tiết. Để tính toán phôi phẳng bằng phương pháp này, như thể hiện trong Hình 3 , bạn chỉ cần thêm kích thước chân vào khối chóp (đỉnh của đoạn uốn được minh họa trong Hình 1), sau đó trừ đi hai lần chiều dày vật liệu (Mt): Chân A để Đỉnh + Chân B đến Đỉnh – 2Mt = Chiều dài hình phẳng .
Phương pháp khấu trừ uốn cong. Phương pháp này kết hợp với suy ra uốn cong (BD). Bạn tính toán BD bằng cách nhân đôi khoảng lùi bên ngoài (OSSB) và trừ đi BA (xem Hình 4 ). Từ đây, bạn lấy các kích thước bên ngoài trừ đi BD: (Kích thước khối chóp + Kích thước khối chóp) – BD.
Chọn một bộ công cụ thích hợp
Làm thế nào để chọn đúng dụng cụ để uốn luôn là một vấn đề. Bộ công cụ bao gồm một công cụ trên và dưới. Công cụ trên được gọi là đột và công cụ dưới cùng được gọi là khuôn .
Các kỹ thuật viên chọn đột và khuôn để tính đến độ dày vật liệu, bán kính uốn và phương pháp tạo hình (uốn không khí, uốn đáy hoặc uốn). Góc đột lỗ phải bằng hoặc nhỏ hơn góc bế (xem Hình 5 ). Sự kết hợp góc của dụng cụ sẽ giúp bạn bù lại độ đàn hồi, là xu hướng của vật liệu sẽ giãn ra một hoặc hai độ khi được giải phóng khỏi áp lực tác dụng để tạo ra chỗ uốn cong. Lỗ mở khuôn phải có kích thước phù hợp với bán kính uốn cong bên trong mong muốn.
Ngành công nghiệp sử dụng các cấu hình khuôn khác nhau. Phổ biến nhất là chết V tiếp theo là chết kênh. Có rất nhiều thứ để chọn chiều rộng khuôn bất kể cấu hình khuôn. Nếu bán kính uốn cong bên trong bằng chiều dày vật liệu, quy tắc chung là sử dụng lỗ mở khuôn bằng tám lần chiều dày vật liệu. Tuy nhiên, đôi khi, lỗ mở khuôn phải gấp 10 đến 12 lần độ dày vật liệu, đặc biệt là đối với vật liệu dày hơn. Nhưng còn nhiều điều hơn thế nữa. Để biết thêm chi tiết, hãy xem phần “ Dự đoán bán kính bên trong khi bẻ cong khi nhấn phanh .”
Công cụ tùy chỉnh sang một bên, đột dập phanh có hai kiểu chung, cú đấm thẳng và kiểu cổ ngỗng , với hầu hết mọi cấu hình cú đấm khác là biến thể của một trong hai kiểu .
Nếu bán kính mũi trên đột quá nhỏ, nó sẽ xuyên qua bề mặt vật liệu, gây ra nếp gấp ở tâm của chỗ uốn. Đường gấp khúc này là một đường uốn cong rõ nét và sẽ khuếch đại bất kỳ biến thể góc nào gây ra bởi các biến bên trong vật liệu, độ dày, độ cứng của vật liệu và ở một số vật liệu, thậm chí cả hướng thớ.
Cân nhắc về trọng tải
Hình thành trọng tải là một vấn đề khác mà cả người vận hành và người thiết kế bộ phận cần phải lưu ý. Làm quen với việc hình thành biểu đồ trọng tải. Học cách đọc và áp dụng chúng, đồng thời đảm bảo điều chỉnh các giá trị cho các loại kim loại khác nhau. Biểu đồ trọng tải định hình điển hình có thể chỉ áp dụng cho thép cán nguội nhẹ có độ bền kéo 60.000 PSI.
Nếu bạn bỏ qua bước này, bạn có thể làm hỏng bộ phận, đột, khuôn, phanh ép hoặc tất cả những thứ trên. Bạn cũng có thể đặt nhà điều hành của bạn vào một tình huống nguy hiểm.
Chọn bộ công cụ theo bán kính uốn cong bên trong yêu cầu của bộ phận— trừ khi tổng trọng tải cần thiết cho phần uốn cong sẽ vượt quá định mức trọng tải của dụng cụ, đây là điều mà bạn không bao giờ muốn làm. Để biết thêm về trọng tải, hãy xem “ 4 trụ cột của giới hạn trọng tải máy chấn ”.
Kích thước mặt bích tối thiểu
Mở rộng trên cột của tháng trước về kích thước mặt bích tối thiểu, tháng này chúng ta sẽ xem xét mặt bích tối thiểu có thể được sản xuất trên một lỗ mở khuôn nhất định. Để xác định giá trị mặt bích tối thiểu đó, bạn cần tính đến bán kính trên hai cạnh trên cùng của khuôn (nghĩa là bán kính khuôn).
Khi mặt bích ngắn và gần với bán kính khuôn, chi tiết có thể trượt đủ để làm côn mặt bích hoặc chỉ bắt thẳng vào không gian khuôn. Tính toán mặt bích tối thiểu trước khi các bộ phận làm cho nó xuống sàn sẽ tiết kiệm rất nhiều thời gian, nặng hơn và các bộ phận bị loại bỏ.
Để làm điều này, hãy xem xét các biến . Bạn cần tính độ dài hình phẳng giữa cạnh và điểm tiếp tuyến, nơi mà chân phẳng chuyển sang bán kính (a). Bạn cũng cần biết độ dài hợp âm trên bán kính tại trục trung hòa (b), và chiều từ tâm của khuôn đến điểm tiếp tuyến của bán kính khuôn và mặt phẳng của vai khuôn (c).
Khi bạn xác định các giá trị cho a, b và c, bạn có thể tính toán kích thước mặt bích tối thiểu có thể uốn cong trên khuôn. Nếu (a + b) / 2 > c thì mặt bích có thể bị uốn cong. Nếu (a + b) / 2≤ c, mặt bích không thể bị uốn cong và chi tiết sẽ trượt vào không gian khuôn.
Phần nổi của tảng băng chìm, bề nổi của vấn đề
Đây chỉ là một vài trong số rất nhiều cân nhắc liên quan đến việc sản xuất các bộ phận trên máy chấn. Bạn có thể thấy rằng uốn cong không phải là một thao tác đơn giản như thoạt nhìn tưởng chừng như vậy.
Trên thực tế, uốn kim loại trên một phanh bấm hóa ra là một trong những hoạt động thử thách nhất trong một cửa hàng kim loại tấm. Cần rất nhiều kiến thức, kinh nghiệm và lập kế hoạch để làm cho tất cả kết hợp lại với nhau. Và đây chỉ là một sự khởi đầu. Chúng tôi thậm chí còn chưa xem xét bản thân máy ảnh hưởng như thế nào đến quá trình hình thành.
{kind=link}
{kind=link}
{kind=link}
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, Hwacheon…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline:0987.899.347 – Mr.Toàn
Email:info@automech.vn
Youtube: ATM mecahnical