


Bạn có biết
Các nhà cung cấp phần cứng và phần mềm sản xuất bổ sung hợp tác để tăng tốc độ phát triển của ngành

Th5
Một bộ phận máy chấn được tổ chức tốt có thể là một điều tốt đẹp. Bạn có thể nhìn thấy những cú đấm và cái chết được dán nhãn rõ ràng trên xe lăn, bảng công việc với các quy trình thiết lập được ghi chép đầy đủ hoạt động. Nhưng sau đó bạn thấy một người điều khiển phanh đang chăm chú nhìn vào CNC. Anh ấy đang thay đổi chương trình, bao gồm cả trình tự uốn cong và có lẽ cả dụng cụ. Chuyện gì đang xảy ra vậy?
Uốn là hoạt động phức tạp nhất trong sản xuất kim loại, và giao tiếp tốt là điều quan trọng nhất. Trong trường hợp này, cũng như nhiều trường hợp khác, các kỹ sư và nhà điều hành có thể không thảo luận nhiều về khả năng của họ trước khi công việc được đưa vào sản xuất.
Theo nhiều cách, sản xuất tinh gọn là tất cả về dòng chảy. Điều này bao gồm các bộ phận được chế tạo cũng như thông tin về các bộ phận đó. Với việc uốn cụ thể, dòng chảy bộ phận hiệu quả không thể xảy ra nếu không có dòng thông tin hiệu quả.
Nguyên tắc cơ bản đầu tiên
Có một bảng gian lận có thể giúp ích rất nhiều trong lĩnh vực máy chấn, lập trình và đặc biệt là kỹ thuật. Nếu một kỹ sư biết những gì mà thư viện dụng cụ của nhà máy có thể và không thể sản xuất, anh ta hoặc cô ta có thể ngăn chặn vô số vấn đề đau đầu trên đường.
Những gì nên có trên bảng gian lận này phụ thuộc vào nhà máy và sản phẩm kết hợp. Nói chung, nó phải mô tả những điều cơ bản của việc tạo hình để đảm bảo công việc có thể được uốn cong một cách an toàn với các công cụ và thiết bị có sẵn của doanh nghiệp.
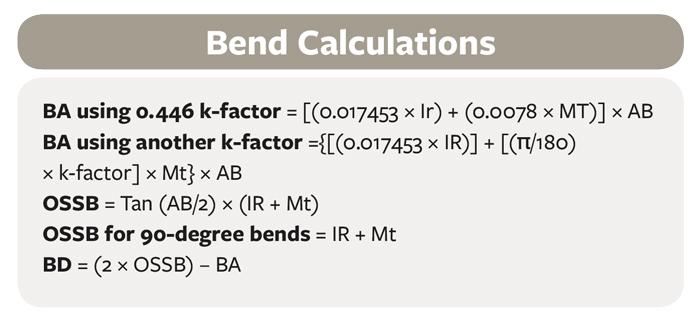
Nó cũng phải mô tả những điều cơ bản về cho phép uốn cong, khấu trừ uốn cong và kích thước trống, và việc thay đổi bán kính uốn cong bên trong ảnh hưởng như thế nào đến cả ba. Cần lưu ý xem phanh đang chạm đáy hoặc uốn cong không khí. Hầu hết các hoạt động hiện đại đều không hoạt động, vì vậy nếu nhà máy vẫn dựa trên các biểu đồ cũ được phát triển xung quanh mức đáy, các nhà điều hành trong bộ phận phanh sẽ tiếp tục gặp khó khăn, thường chỉ “làm cho nó hoạt động” tốt nhất có thể.
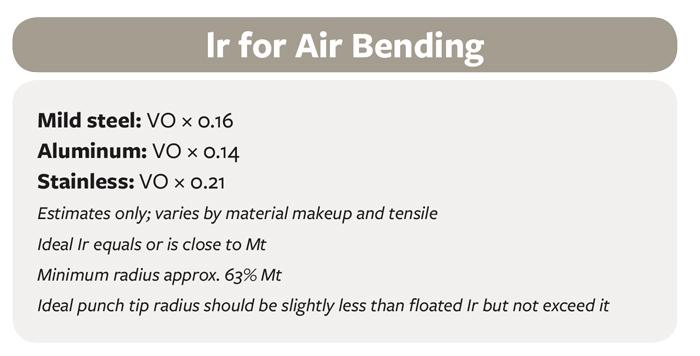
Trong uốn không khí (hoặc tạo hình không khí), chiều rộng khuôn xác định bán kính uốn bên trong, không phải đầu đột. Trong thép carbon 60-KSI, bán kính không khí hình thành ở khoảng 16 phần trăm của lỗ mở khuôn. Tỷ lệ phần trăm đó lớn hơn hoặc nhỏ hơn tùy thuộc vào vật liệu và độ bền kéo của nó.
Trong hầu hết các tình huống, bán kính uốn cong bên trong ổn định nhất phải bằng hoặc rất gần với độ dày vật liệu. Lý tưởng nhất là bán kính đầu đột lỗ phải gần bằng, nhưng không lớn hơn, bán kính nổi tự nhiên bên trong. Nếu đầu đột lớn hơn bán kính uốn cong bên trong, thì phần uốn cong sẽ giả định là bán kính mới, lớn hơn của đầu đột, do đó sẽ thay đổi tính toán uốn cong của bạn.
Để tính toán độ uốn cong chính xác, bán kính uốn cong không khí không được nhỏ hơn một tỷ lệ phần trăm nhất định của độ dày vật liệu thường là khoảng 63% (mặc dù có nhiều cách chính xác hơn để tính toán điều này). Ít hơn thế, và đường uốn cong sẽ biến thành sắc nét. Nếu bạn có một bản vẽ yêu cầu bán kính bên trong nhỏ hơn sắc nét và nếu bạn sử dụng bán kính nhỏ đó trong tính toán uốn cong của mình, bạn sẽ tạo ra sự không chính xác trong việc uốn cong mà người vận hành sẽ phải bối rối.
Bảng gian lận cũng nên bao gồm chiều dài mặt bích tối thiểu, thường không được nhỏ hơn 70 phần trăm chiều rộng khuôn tiêu chuẩn. Tốt nhất, một kỹ sư nên xem mặt bích trên bản vẽ, tham khảo thư viện dụng cụ và biết liệu nó có hoạt động với các máy móc và công cụ mà nhà chế tạo có trên sàn hay không.
Nếu người vận hành buộc phải thay đổi khuôn để phù hợp với một mặt bích ngắn, việc khấu trừ uốn cong sẽ thay đổi và sẽ có thêm thời gian thiết lập hoặc tệ hơn là phải thiết lập bổ sung.
Các lỗ và vết cắt cũng cần được tính toán. Các chỗ uốn cong gần lỗ hoặc các vết cắt khác gây ra biến dạng, vì vậy nếu một thiết kế có đường uốn cong ở hoặc rất gần lỗ, bạn có thể gặp sự cố. Ở đây, dụng cụ đặc biệt, như khuôn cánh quay hỗ trợ phôi trong suốt quá trình uốn cong, có thể hữu ích. Một lần nữa, kỹ sư sẽ biết liệu nhà máy có khuôn quay hay không, bởi vì anh ta có sẵn một danh sách các công cụ sẵn có.
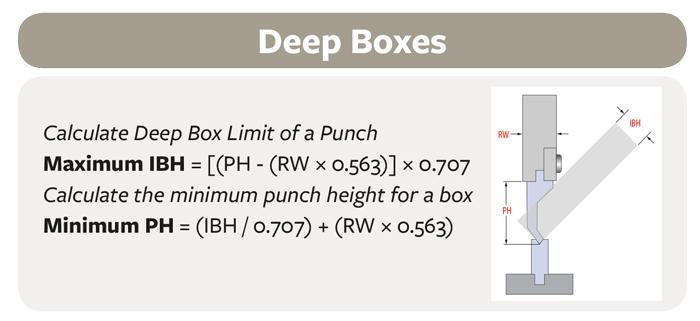
Anh ấy cũng sẽ biết chiều cao đóng của dụng cụ và chúng ảnh hưởng như thế nào đến việc tiếp cận đường uốn cong, chẳng hạn như khúc cua hộp sâu với mặt bích quay trở lại. Kỹ sư có thể phải nói chuyện với lập trình viên hoặc những người khác để thảo luận về các lựa chọn hình thành, có thể là sử dụng cú đấm cổ ngỗng, cú đấm vào cửa sổ, cú đấm bằng sừng hoặc bất cứ thứ gì khác. Nhưng một bảng gian lận ít nhất có thể viết ra các hướng dẫn chung; nếu bộ phận có kích thước mặt bích nằm ngoài các giới hạn này, kỹ sư có thể nói chuyện với lập trình viên để thảo luận về các lựa chọn.
Cuối cùng, bạn có các hướng dẫn về khả năng chịu đựng. Một bảng gian lận phải bao gồm những gì mà nhà máy cho là dung sai tuyến tính và góc hợp lý — Nghĩa là, những dung sai có thể được đáp ứng trên bất kỳ máy nào được thiết lập đúng cách trong nhà máy. Độ dày vật liệu có thể thay đổi theo từng lô, và để hoạt động hiệu quả, các dung sai được chỉ định phải tính đến sự thay đổi về độ dày đó.
Đối với công việc chính xác, một sự thay đổi độ dày dường như nhỏ có thể khiến tuyết rơi vào tình trạng đau đầu lớn trước máy chấn. Nhưng công việc có cần phải chính xác như vậy không? Dung sai có cần chặt chẽ như vậy không? Tốt nhất, các kỹ sư nên hỏi những câu hỏi này ngay từ đầu.
Đúng vậy, một máy chấn mới với các khuôn dập và khuôn dập hiện đại có thể giữ một số dung sai chặt chẽ một cách ấn tượng, nhưng bạn vẫn cần tính đến sự thay đổi vật liệu đó. Đối phó với điều đó làm tăng thêm chi phí và làm cho cuộc sống trong bộ phận máy chấní khó khăn hơn. Nếu một phần không cần được dung sai quá chặt, tại sao lại chỉ định nó?
Tạo mẫu so với sản xuất
Từ quan điểm thông lượng, điều cuối cùng mà người dẫn đầu hoặc người giám sát nhấn phanh muốn là người vận hành nhận một công việc mới, loại bỏ chương trình đã viết và bắt đầu cùng nhau phân tích một thiết lập phức tạp từ đầu. Phanh cần có thời gian để lập trình; việc thiết lập một trình tự uốn cong theo giai đoạn phức tạp (một loạt các cú đấm và chết bên cạnh nhau) có thể mất nhiều thời gian hơn.
Hơn nữa, rất khó để một người bắt đầu phát triển một thiết lập như vậy và sau đó nhờ người khác hoàn thành nó. Việc phát triển một thiết lập phức tạp đòi hỏi các quá trình suy nghĩ phức tạp và mỗi người vận hành lại nghĩ khác nhau. Nếu một nhà điều hành không thể hoàn thành việc phát triển một thiết lập mới, người tiếp theo (giả sử, vào ca làm việc tiếp theo) có thể sẽ bắt đầu lại.
Ngay cả mô phỏng uốn cong ngoại tuyến cũng không hoàn hảo. Họ có thể tạo ra một số trình tự uốn giai đoạn cực kỳ phức tạp theo thứ tự ngắn, điều này thật tuyệt vời cho một người vận hành muốn hoàn thành tất cả trong một lần thiết lập. Nhưng vì các chuỗi này có rất nhiều phần chuyển động, nên việc điều chỉnh vẫn cần diễn ra.
Trong một hoạt động phanh ép nạc, những điều chỉnh đó sẽ xảy ra trong quá trình tạo mẫu (về mặt kỹ thuật là một khu vực “thử việc đầy thử thách” hoặc “tiền sản xuất” hơn là một hoạt động tạo mẫu thực sự, nhưng bạn có ý tưởng). Chắc chắn, nhiều doanh nghiệp nhỏ có thể không đủ khả năng cung cấp máy móc cho những công việc mới, nhưng nếu một nhà chế tạo phát triển đủ lớn, việc tạo ra một bộ phận riêng biệt để tạo mẫu, một lần duy nhất và không lặp lại công việc khối lượng thấp có thể có ý nghĩa.
Nếu bộ phận tiền sản xuất không khả thi, hãy thử đưa những công việc mới, đầy thử thách vào kế hoạch năng lực của bạn. Dành thời gian không cắt giảm hoạt động sản xuất thường xuyên của bạn. Bằng cách này, những công việc đầy thử thách này sẽ không phải là một khúc gỗ, đánh cắp khả năng uốn của bạn khỏi công việc uốn đơn giản hơn có thể chuyển ngay sang thao tác tiếp theo.
Một cấu trúc lý tưởng như vậy sẽ thúc đẩy giao tiếp tốt giữa các nhà điều hành, lập trình viên và kỹ sư của công ty. Tất nhiên, những chương trình phần đơn giản có lẽ không cần phải thảo luận và bàn cãi. Nhưng khi một lập trình viên phát triển một chương trình khó ngoại tuyến, họ có thể nói chuyện với những người điều hành sẽ điều hành phần đó và lắng nghe phản hồi của họ. Bằng cách này, mọi người đều đang lái xe về một đích chung: để phần uốn cong đầu tiên trở thành một phần tốt. Chắc chắn, không phải lúc nào cũng có thể thực hiện được, nhưng đó chắc chắn là một mục tiêu xứng đáng.
Niềm tự hào và tay nghề
Không có gì bí mật khi các nhà khai thác tinh chỉnh các chương trình. Đôi khi nó hoàn toàn cần thiết; bảng thiết lập có thể chỉ định một công cụ không chính xác, bán kính không thể tạo ra hoặc trình tự uốn cong và thiết lập công cụ gây ra va chạm.
Nắm bắt những vấn đề như vậy trong sản xuất cũng giống như bảo trì phản ứng. Cũng giống như máy móc bị hỏng bất ngờ, các công việc được chỉ định sai đôi khi cũng bị trượt. Một lần nữa, những công việc này không nên bó buộc sản xuất mà thay vào đó được rút ra khỏi lịch trình và chuyển sang thời điểm thuận tiện hơn (như sau hoặc giữa ca làm việc) hoặc lý tưởng nhất là chuyển đến bộ phận tiền sản xuất.
Đôi khi một nhà điều hành thực hiện thay đổi vì những lý do khác. Nó có thể phù hợp với sở thích cá nhân, và điều này tạo ra một khu vực âm u. Nếu bạn là một nhà điều hành có tay nghề cao, bạn có thể cảm thấy rằng các tùy chọn của bạn thực sự là phương pháp hay nhất và những thay đổi của bạn cho phép các bộ phận được hình thành nhanh hơn và nhất quán hơn cho mọi người trong nhà máy.
Nếu bạn là người giám sát hoặc người dẫn đầu nhấn phanh, bạn sẽ thấy tình hình hoàn toàn khác. Nếu mọi người đang điều chỉnh chương trình, thì hoạt động không hiệu quả. Quá thường xuyên, hệ thống phanh không hoạt động khi người vận hành tranh luận về các chương trình và thiết lập công cụ với người giám sát của họ. Các thay đổi chương trình trong quá trình sản xuất thêm một biến khác trong một tình huống vốn đã rất thay đổi. Một người điều hành trong một ca có thể cảm thấy cách của mình là tốt nhất và thay đổi một chương trình, trong khi một người điều hành ở ca khác có thể không cảm thấy như vậy và thay đổi nó trở lại.
Các nhà điều hành phanh trong các công ty việc làm có thể chạy hàng trăm bộ phận khác nhau, điều này làm cho việc thay đổi chương trình thậm chí còn hỗn loạn hơn. Hãy xem xét một nhà điều hành muốn thay đổi một chương trình cho một công việc nhất định. Người giám sát phê duyệt, ghi lại sự thay đổi và tạo ra tiêu chuẩn công việc mới cho công việc đó. Khi công việc trở lại sáu tháng sau, người điều hành đó lại muốn thay đổi chương trình. Người giám sát xem xét hồ sơ của mình và phát hiện ra rằng người điều hành hiện đã thay đổi chương trình về chính xác như trước đây.
Đối với các bộ phận trong quá trình sản xuất, người vận hành thực sự không bao giờ được thay đổi chương trình. Rốt cuộc, việc thay đổi chương trình trên máy sẽ phủ nhận toàn bộ điểm của việc chuẩn bị chương trình trước thời hạn.
Tuy nhiên, tại sao các nhà khai thác muốn thực hiện những thay đổi này? Để tìm câu trả lời, hãy đặt mình vào vị trí của các nhà điều hành. Hãy suy nghĩ về lý do tại sao những người vận hành tốt nhất của bạn lại quan tâm đến máy chấn ngay từ đầu. Đó là một trong những hoạt động phức tạp nhất trong chế tạo kim loại, và những người vận hành giỏi sẽ phát huy được độ phức tạp đó. Một số người có thể nhìn thấy một nếp gấp trống trong đầu và họ sẽ chớp lấy cơ hội thay đổi trình tự uốn hoặc thiết lập dụng cụ sang một cách sắp xếp mà theo ý kiến của họ ít nhất là tốt hơn.
Họ thích phân vân cùng nhau một thiết lập tốt. Sự thật, đó là khoảng thời gian tuyệt vời nhất trong ngày của họ. Họ không trở thành những người điều khiển phanh bấm để kéo lên một chương trình, tải các công cụ và chạy hết phần này đến phần khác, suốt ngày mỗi ngày.

Niềm tự hào trong công việc của họ đến từ việc giải quyết các vấn đề ở máy chấn. Một ngày tuyệt vời nhất của một nhà điều hành có kỹ năng sẽ xảy ra khi anh ta hoặc cô ta giải quyết những gì sếp nói là một công việc bất khả thi và, chống lại tất cả các tỷ lệ cược, biến nó thành khả thi. (Và hãy thành thật mà nói, việc chứng minh ông chủ sai là một lợi ích bổ sung.) Đó là một chiếc lông vũ trong mũ của người điều hành. Anh ấy tự hào, và sếp của anh ấy cũng tự hào. Mỗi khi người điều khiển giải quyết một vấn đề khó khăn, anh ta trở thành người điều khiển phanh bấm tốt hơn.
Nhưng trong quản lý sản xuất, những vấn đề đau đầu xảy ra sau đó. Chắc chắn, một nhà điều hành đã biến điều không thể thành có thể, nhưng khi làm như vậy, anh ta chỉ thực hiện trễ bốn hoặc năm công việc khác.
Các nhà khai thác lành nghề phát triển mạnh nhờ sự đa dạng và hầu hết các nhà chế tạo tùy chỉnh có rất nhiều thứ để cung cấp cho họ. Nhưng sự đa dạng đó cần có cấu trúc. Khách hàng không phải trả tiền cho thời gian mà các nhà điều hành dành để ghép nối các thiết lập phanh hoàn hảo với nhau; họ trả tiền cho các bộ phận chất lượng được giao đúng hạn.
Các nhà chế tạo hoàn toàn cần những chuyên gia kỹ thuật có thể xem xét một phần kim loại tấm hoặc tấm thiết kế và phát triển một cách tốt hơn. Đây là nơi chỉ định một khu vực tiền sản xuất có thể hữu ích. Và ngay cả khi một bộ phận tiền sản xuất không thực tế, một nhà chế tạo vẫn có thể sắp xếp thời gian để cho phép các nhà điều hành làm việc với những công việc đầy thử thách.
Tất nhiên, một số tuần có thể có đầy đủ công việc sản xuất với khối lượng lớn hơn hoặc các đơn đặt hàng gấp rút lớn, có nghĩa là tất cả đều phải làm tất cả, yêu cầu mọi người sẵn sàng làm hết phần này đến phần khác. Hầu hết mọi người không phải lúc nào cũng thích mọi khía cạnh của công việc và thao tác nhấn phanh cũng không khác gì.
Nhưng hầu hết thời gian, nếu họ có kỹ năng và mong muốn, các nhà điều hành có thể dành một số thời gian trong tuần để làm các công việc mới hoặc khó — một lần nữa, bên ngoài sản xuất. Họ cũng có thể đề xuất các phương pháp thực hành tốt hơn cho các công việc sản xuất hiện tại. Một lần nữa, điều này sẽ nằm ngoài sản xuất và liên lạc với tất cả các nhà điều hành trong mỗi ca làm việc, những người thực hiện công việc đó, vì vậy mọi người đều ở trên cùng một trang. Nếu mọi người đồng ý rằng thiết lập phanh mới sẽ tốt hơn, người giám sát có thể thực hiện thay đổi. Nhưng tất cả đều được thực hiện bằng một quy trình xác định, không phải trực tiếp trong quá trình sản xuất.
Khoảng thời gian
Cuối cùng, tuyên bố từ chối trách nhiệm: Không có một giải pháp phù hợp với tất cả trong việc chế tạo kim loại. Các phương pháp hay nhất của một nhà máy phụ thuộc vào nhiều yếu tố, vì vậy hãy sử dụng những đề xuất này như những người khởi đầu tư duy cho hoạt động của chính bạn.
Tuy nhiên, một hằng số là thời gian. Nếu một công việc mất nhiều thời gian hơn, nó sẽ tốn nhiều chi phí hơn. Càng ít thời gian để đơn đặt hàng sản phẩm chất lượng xuất hiện trên bến nhận hàng của khách hàng càng tốt.
Để đạt được điều đó, các công cụ tinh gọn như 5S và các hướng dẫn công việc tiêu chuẩn có thể giúp ích. Nhưng việc kiểm soát luồng và chất lượng thông tin giữa kỹ thuật, lập trình và tầng cửa hàng cũng quan trọng không kém.
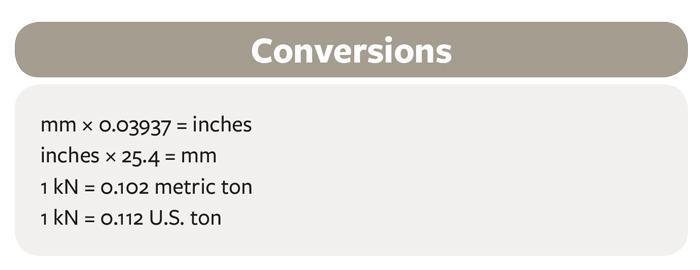
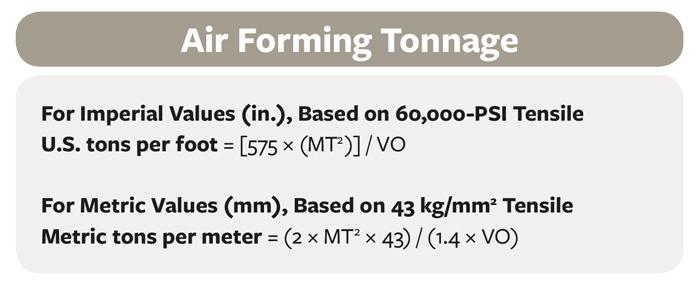
Bảng gian lận kỹ thuật
Sau đây là một bảng gian lận giả định mà một bộ phận kỹ thuật có thể sử dụng để bẻ cong. Trên thực tế, những gì chính xác để bao gồm phụ thuộc vào thực hành của nhà máy, công nghệ uốn, vật liệu và hỗn hợp sản phẩm. Ví dụ, trong cửa hàng này, chúng tôi giả định rằng bộ phận uốn chỉ thực hiện uốn cong bằng không khí, không tạo đáy hoặc uốn.
Các kỹ sư có thể sẽ không sử dụng tất cả các công thức này. Ví dụ, ngày nay phần mềm xử lý hầu hết các tính toán uốn cong bằng cách sử dụng các giá trị hệ số k đã được kiểm tra theo thời gian. Nhưng các công thức cho thấy bán kính uốn cong bên trong (Ir) phù hợp như thế nào với bức tranh lớn hơn. Thay đổi Ir, và bạn thay đổi mọi thứ.
Tài liệu cũng không được đặt trong đá. Ví dụ: các kỹ sư có thể cập nhật tỷ lệ phần trăm để dự đoán Ir dựa trên vật liệu mà doanh nghiệp sử dụng.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, ABB…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline:0987.899.347 – Mr.Toàn
Email:info@automech.vn