


Uncategorized
Phương pháp sử dụng đúng khuôn đột dập tháp pháo CNC

Th12
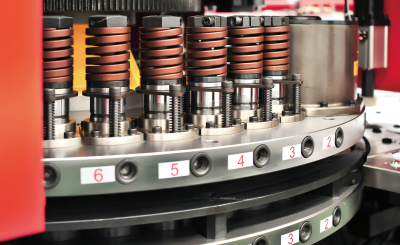
Phương pháp sử dụng đúng khuôn đột dập tháp pháo CNC
Việc sử dụng và bảo dưỡng đúng cách khuôn đột dập tháp pháo CNC cần chú ý những điểm sau:
1. Khuôn mẫu phải được kiểm tra nghiêm ngặt trước khi lắp đặt và sử dụng để loại bỏ bụi bẩn, đồng thời kiểm tra ống dẫn hướng và khuôn của khuôn đột lỗ tháp pháo CNC còn tốt không bôi trơn.
2. Thường xuyên kiểm tra bàn xoay và đế lắp khuôn của máy ép để đảm bảo độ chính xác đồng trục của bàn xoay trên và dưới.
3. Lắp đặt khuôn lồi và khuôn lõm trên bàn xoay theo quy trình lắp khuôn để đảm bảo hướng của khuôn lồi và khuôn lõm nhất quán, đặc biệt đối với khuôn có yêu cầu về hướng (không tròn và vuông) để tránh việc lắp sai và đảo ngược cài đặt.
4. Sau khi lắp khuôn xong, hãy kiểm tra xem các vít siết của đế lắp khuôn đã được khóa đúng cách chưa.

5. Khi khuôn đột và mép khuôn của khuôn đột bị mòn, hãy ngừng sử dụng và mài nó kịp thời, nếu không nó sẽ làm giãn nở nhanh chóng độ mòn của mép khuôn, đẩy nhanh quá trình mài mòn, làm giảm chất lượng và tuổi thọ của khuôn cái chết.
6. Đối với khuôn chung dùng trong sản xuất hàng loạt cần có dự phòng luân chuyển sản xuất để đảm bảo nhu cầu sản xuất.
7. Nhân viên dập khuôn nên sử dụng kim loại mềm hơn (như đồng, nhôm, v.v.) để làm dụng cụ vận hành để tránh làm hỏng khuôn trong quá trình lắp đặt.
8. Khuôn phải được xử lý cẩn thận trong quá trình vận chuyển và không được xả rác để tránh làm hỏng lưỡi cắt và thanh dẫn của khuôn.
9. Khuôn sau khi sử dụng xong phải kịp thời đưa về vị trí đã định và xử lý bằng dầu, chống rỉ.
10. Để đảm bảo tuổi thọ của khuôn, lò xo của khuôn nên được thay thế thường xuyên để tránh sự hư hỏng do mỏi của lò xo ảnh hưởng đến việc sử dụng khuôn.
Các lưu ý khi chọn khuôn

(1) Đường kính của khuôn phải lớn hơn 2 lần chiều dày của tấm gia công, và đường kính càng lớn càng tốt, nói chung đường kính phải lớn hơn 3MM, nếu không rất dễ bị vỡ và ảnh hưởng đến tuổi thọ của khuôn.
(2) Tổng chiều cao của khuôn tạo hình không quá 8MM, chiều dài của cửa chớp thông dụng không quá 75MM và đường kính của trục kéo không được quá 65MM.
(3) Khuôn không được sử dụng phổ biến nên được chống rỉ và tra dầu thường xuyên.
(4) Khe hở của khuôn dưới được xác định theo độ dày của tấm gia công. Ví dụ, khuôn dưới để gia công tấm 2MM không thể gia công tấm 3MM cũng như không thể gia công tấm 1MM, nếu không sẽ làm tăng độ mòn và thậm chí làm vỡ khuôn.
(5) Trạm gần trạm tạo hình không có vì chiều cao của khuôn tạo hình lớn hơn nhiều so với khuôn thường. Quá trình tạo hình được đặt ở phía sau và loại bỏ sau khi đột dập.
(6) Phải sử dụng tốc độ thấp khi tạo hình.
(7) Lưỡi cắt của khuôn để gia công tấm dày không được có các góc nhọn, phải làm tròn các góc nhọn, nếu không rất dễ bị mòn hoặc xẹp.
Việc phun dầu của khuôn, lượng dầu phun và số lần được xác định bởi các điều kiện của vật liệu gia công. Đối với các vật liệu không bị rỉ sét và bụi bẩn, khuôn nên được tra dầu, và dầu nên là dầu động cơ nhẹ. Đối với các vật liệu bị rỉ sét và bụi bẩn, rỉ sét sẽ xâm nhập vào giữa khuôn và áo trong quá trình gia công, làm cho đột không di chuyển tự do. Trong trường hợp này, nếu bôi dầu, vết gỉ sẽ dễ bị ố hơn. Do đó, khi đục lỗ vật liệu này, Thay vào đó, hãy lau sạch dầu, phân hủy mỗi tháng một lần, rửa bằng xăng và lắp ráp lại để có thể thực hiện các thao tác xử lý ưng ý.