


Bạn có biết
Nhà máy của bạn có cần một công cụ chấn tùy chỉnh không?

Th3
4 câu hỏi này sẽ giúp khám phá các tùy chọn chấn
Một bản in được đặt trên bàn của bạn và các yêu cầu uốn cong trông khác thường. Nó không giống như bất kỳ công cụ nào từ phòng dụng cụ của bạn hoặc thậm chí là một công cụ có sẵn từ một danh mục sẽ thực sự hoạt động. Công việc có yêu cầu một công cụ máy chấn tùy chỉnh không? Về mặt kỹ thuật, phân tích ứng dụng liên quan đến các nghi ngờ thông thường, bao gồm các yêu cầu về độ chính xác, khối lượng, thông lượng và công thái học của công nhân.
Giả sử bản in yêu cầu độ lệch có bán kính và góc bất thường, mỗi phần cần được tạo thành trong dung sai chặt chẽ. Các yêu cầu về độ chính xác như vậy có thể dẫn bạn đến một công cụ bù đắp được chế tạo đặc biệt, đặc biệt nếu bộ phận là một khối lượng lớn. Ngay cả khi dung sai không quá chặt và người điều khiển có thể sử dụng một cú chấn thông thường, anh ta có thể sẽ gặp khó khăn khi lật phần lớn để tạo thành các khúc cua dương và âm của phần bù. Điều này sẽ dẫn đến công thái học kém và khả năng thông lượng kém.
Ngày nay, các yếu tố chính xác, khối lượng, thông lượng và công thái học vẫn có liên quan hơn bao giờ hết, nhưng các phương pháp tiếp cận mới đối với các công cụ máy chấn đặc biệt đã mở rộng các tùy chọn. Chúng bao gồm các phụ liệu in 3D và thậm chí là các biểu tượng nền tùy chỉnh. Các bộ điều hợp đặc biệt cũng đã làm cho một số công cụ biểu mẫu, ban đầu được thiết kế cho máy đột, hoạt động trên phanh máy chấn.
Mọi chiến lược liên quan đến dụng cụ máy chấn đặc biệt phụ thuộc vào ứng dụng cũng như thiết bị có sẵn và chuyên môn về hình thành của nhà chế tạo. Bất kể, chiến lược nên bắt đầu với một số câu hỏi, nếu được trả lời tốt, sẽ tiết lộ hàng loạt các tùy chọn công cụ đặc biệt có sẵn. Khi bạn biết các lựa chọn của mình, bạn có thể xác định con đường tốt nhất về phía trước.
1. Chúng ta có thể uốn cong chi tiết bằng một công cụ tiêu chuẩn không?
Khi bạn biết các yêu cầu sản xuất thực sự, bạn có thể bắt đầu đánh giá các công cụ bạn có thể sử dụng để thực hiện công việc một cách cạnh tranh và an toàn. “Cạnh tranh” và “an toàn” là những từ khóa ở đây. Có, bạn có thể yêu cầu người điều khiển phanh lật một phần lớn để thực hiện lần uốn cong thứ hai của thanh bù mà không cần dựa vào công cụ bù chuyên dụng; hoặc có thể uốn một mặt bích có cạnh hẹp thành một tấm lớn, vung miếng lớn qua đầu anh ta. Nhưng cả hai kịch bản này đều liên quan đến các mối quan tâm về an toàn, chất lượng và hiệu quả.
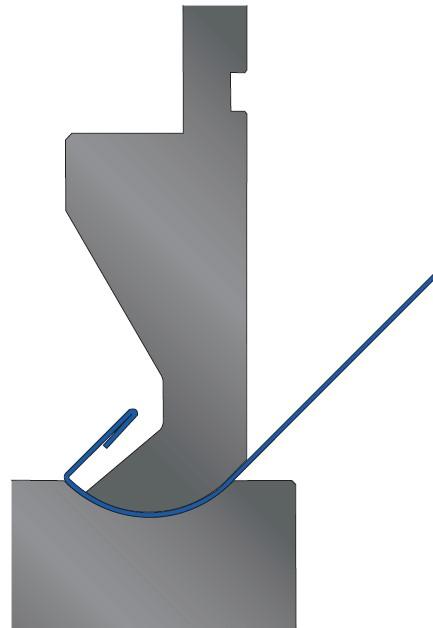
Đây là nơi mà công thái học của người lao động nhập vào phương trình. Dụng cụ lau và xoay cho phép người vận hành chèn một miếng theo chiều ngang, trong khi dụng cụ gấp mép mép lên hoặc xuống. Hành động lau yêu cầu các dụng cụ phải có các tấm đẩy, chống lại các lực ngang trong chu kỳ uốn cong . Dụng cụ quay sử dụng một cam quay có lỗ mở V (còn được gọi là dụng cụ Pac-Man) để gấp một mặt bích có cạnh xung quanh một cú chấn đe. Bởi vì cam quay trong suốt chu kỳ uốn cong, điểm tiếp xúc để lại ít nhất nếu có bất kỳ dấu vết nào ở bên ngoài khúc cua.
Và đôi khi kích thước công cụ tiêu chuẩn thực sự là một cách để đi. Hãy xem xét lại ứng dụng bù đắp đó với chiều cao tới hạn là 0,236 inch nhưng với các góc uốn cong không theo phương pháp. Chúng được chỉ định là 90 độ, nhưng chúng không phải giữ chính xác 90 độ. Trong trường hợp này, bạn có thể sử dụng tiêu chuẩn 0,250-in. công cụ bù đắp, kiểm soát chiều cao ram để để lại độ lệch cao 0,236 inch, và bạn nên thực hiện tốt, tùy thuộc vào dung sai góc uốn cong của bạn là bao nhiêu
3. Điều gì về các công cụ dạng đục lỗ mà không có máy bấm lỗ?
Cách đây nhiều năm, nhiều cửa hàng may mặc đục lỗ trong nhà nhưng đã gửi một số sản phẩm đi cắt laser. Ngày nay nhiều nhà chế tạo làm ngược lại. Họ đã xây dựng khả năng cắt laser sợi quang của mình nhưng đã bán máy dập lỗ cũ của họ. Sau đó, họ nhìn thấy một bản in yêu cầu một biểu mẫu có thể dễ dàng thực hiện (tất nhiên) bằng một công cụ biểu mẫu trên máy dập lỗ. Vì vậy, cuối cùng họ phải gửi tác phẩm đến một cửa hàng khác có máy dập lỗ với các công cụ biểu mẫu phù hợp. Hoặc họ chuyển giao công việc hoàn toàn, đơn giản chỉ vì một hoạt động hình thành đó làm cho công việc không có lãi.
Trong các trường hợp khác, các bộ phận có thể được hình thành hiệu quả nhất trên máy dập lỗ đôi khi có vấn đề về định tuyến công việc. Một cửa hàng có thể chỉ có một chiếc máy bấm lỗ nhưng bị ràng buộc bởi một công việc lớn. Thật không may, một công việc nhỏ khác có một vài lỗ đùn, nhưng không có khả năng ngay lập tức trên máy dập. Cửa hàng có nhiều khả năng cắt laser của mình, nhưng những laser đó không thể tạo thành lỗ đùn.
Dụng cụ dạng đục lỗ còn có một ưu điểm khác: giá cả. Giả sử bạn cần tạo một chiếc ô nhỏ. Nếu bạn không có máy dập lỗ, sự lựa chọn duy nhất của bạn theo truyền thống là thực hiện hoặc đặt hàng một bộ đột lỗ và khuôn dập cho bộ hãm máy dập . Thật không may, ngay cả một bộ đột lỗ và khuôn dập tiêu chuẩn cũng có giá cao hơn một bộ công cụ dạng đột lỗ (sử dụng ít thép công cụ hơn) có thể đạt được điều tương tự. Điều tương tự cũng áp dụng cho bản lề nhỏ, mặt bích, kẹp dạng lưỡi mác và hơn thế nữa.
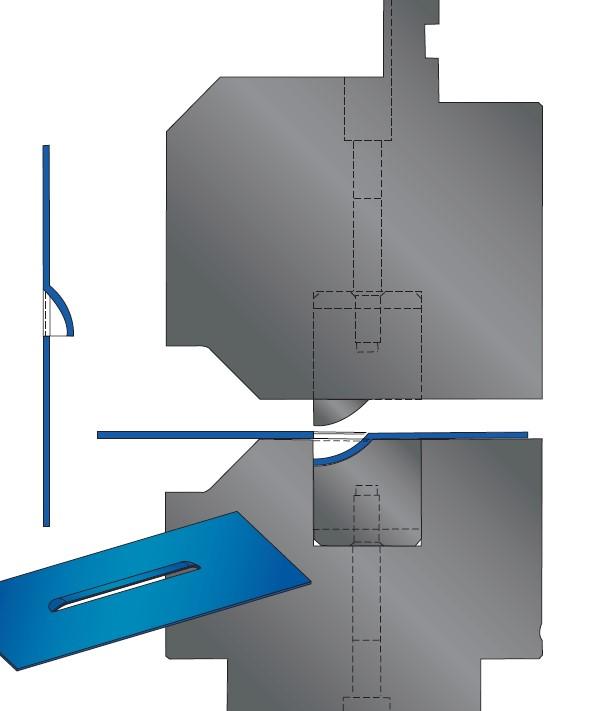
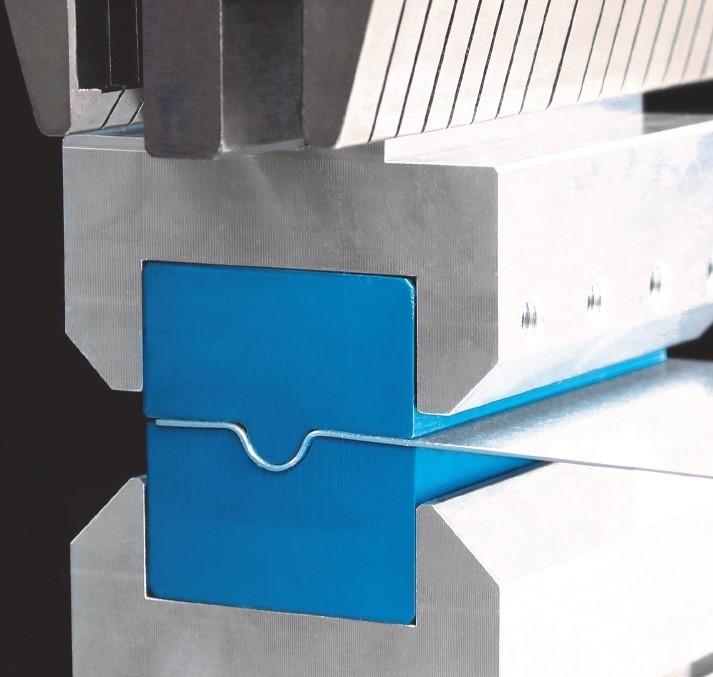
Tuy nhiên, ngày nay, một số dụng cụ dạng đột – cụ thể là một số dụng cụ dạng TRUMPF nhất định cỡ 2 và tháp pháo dày (đài E) và nhỏ hơn có thể được gắn vào bộ chuyển đổi và sử dụng trên máy chấn. Giả sử, nếu bạn cần tạo một tấm chắn gió nhỏ hoặc một tấm dập nổi, bạn chỉ cần trượt khoảng trống giữa bộ công cụ biểu mẫu đục lỗ cửa gió; cạnh trống chạm một điểm dừng được tích hợp vào công cụ và bắt đầu hình thành .
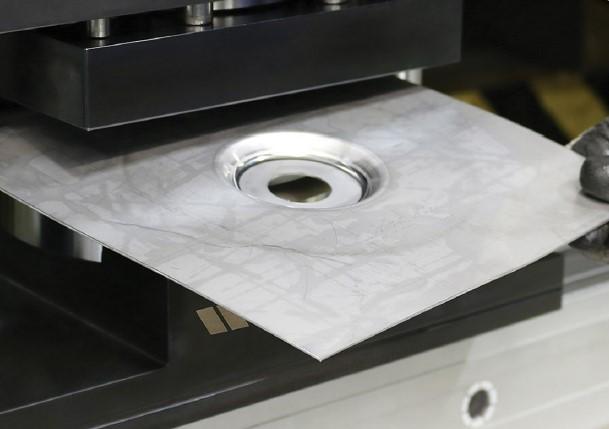
Theo một số cách, các công cụ dạng cú đấm thực sự trở nên khả thi hơn khi chúng ra khỏi máy dập. Không còn bị giới hạn bởi chiều cao hành trình của cú đấm, các công cụ tạo hình trên phanh ép có thể tạo ra các hình dạng rất cao. Ví dụ, một công cụ tạo hình mặt bích (với khuôn Pac-Man xoay gấp tấm với mặt đe ở trên) có thể tạo hình mặt bích cao hơn nhiều so với khả năng có thể có trên máy dập lỗ thông thường.
Lưu ý rằng phanh ép là một máy định hình, không phải là một máy đột dập. Bộ chuyển đổi phanh ép có thể sử dụng các công cụ dạng đục lỗ cũng như một số công cụ điểm đục, giúp dập một cách hiệu quả vết cắt thứ tám (vết cắt có độ dày bằng một phần tám vật liệu) lên bề mặt vật liệu. Nhưng thiết lập không được thiết kế để chịu được áp lực của cú đấm và các lực tác động nhanh sau đó.
Các nhà chế tạo đã sử dụng các công cụ khung C và các phương pháp khác để đục lỗ trên hệ thống máy chấn trong nhiều năm, vì vậy nó có thể được thực hiện. Nhưng nếu bạn có quyền lựa chọn, hãy thử thực hiện các thao tác cắt trên một máy khác, chẳng hạn như máy laser. Trống được chuyển đến bộ phận uốn với quá trình cắt hoàn tất; các công cụ dạng đột được sửa đổi ở máy chấn chỉ thực hiện việc tạo hình. Theo nghĩa này, “công cụ tạo khuôn dạng đục lỗ” được sửa đổi để trở thành “công cụ biểu mẫu” – giống như trước đây, chỉ cần không bấm lỗ. Ví dụ, một công cụ dạng lưỡi mác sẽ không tạo ra mũi nhọn (một lần nữa, quá trình cắt đã được hoàn thành trên tia laser), nó sẽ chỉ hình thành.
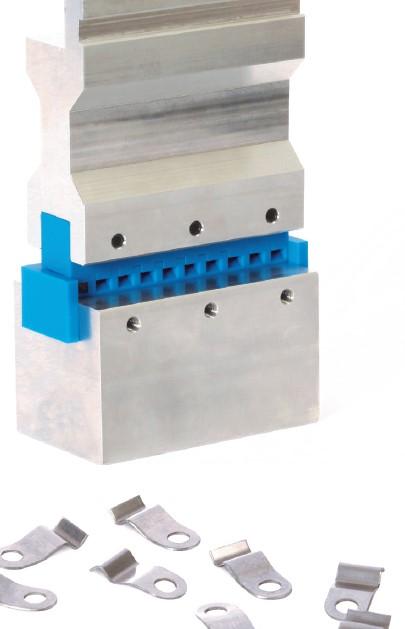
Các công cụ dạng tùy chỉnh được thiết kế cho phanh bấm nhưng được gia công từ kho dụng cụ đột lỗ mở ra nhiều khả năng. Hãy xem xét một thành phần nhỏ có nhiều mặt bích mà người vận hành sẽ khó hoặc không thể thao tác ngay cả với dụng cụ phanh thông thường nhỏ nhất. Một công cụ dạng tùy chỉnh có thể được làm bằng cổ tròn (do đó giá thấp hơn và thời gian thực hiện của nó), được gắn vào bộ điều hợp giường phanh ép và cho phép phanh tạo ra một bộ phận phức tạp chỉ trong một hành trình .
Khi nói đến những hạn chế của việc sử dụng các công cụ dạng đục lỗ trên phanh, đôi khi cần cân nhắc về trọng tải, đặc biệt là với các hình nổi lớn ở dạng dày hơn dẫn đến nhiều lực định hình vào một khu vực nhỏ. Tuy nhiên, những lo ngại về trọng tải như vậy là tương đối hiếm. Các giới hạn chính liên quan đến kích thước của biểu mẫu. Nếu biểu mẫu yêu cầu nhiều không gian hơn công cụ đục lỗ cung cấp, thì việc sử dụng bộ điều hợp công cụ biểu mẫu cho phanh bấm không phải là một lựa chọn.
4. Còn về in 3D?
In 3D vẫn mở ra nhiều tùy chọn hơn cho các công cụ tùy chỉnh, đặc biệt là khi sử dụng vật liệu composite và nhựa cứng với các phương pháp in tạo ra các công cụ có độ chính xác về kích thước cao. Xếp hạng trọng tải của các công cụ không đủ cao để uốn tấm dày, độ bền cao, nhưng chúng đang trở thành một lựa chọn khả thi cho một loạt các ứng dụng kim loại tấm.
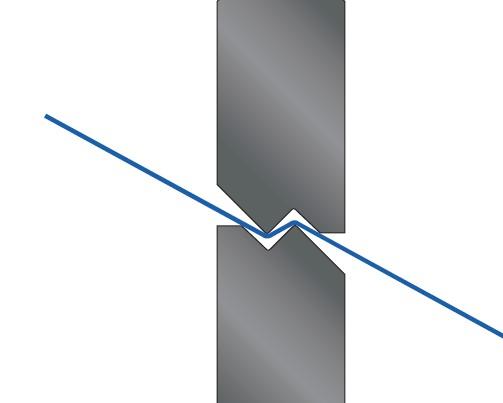
Ví dụ, sử dụng hạt dao khuôn chữ V đã in có thể đạt được các yêu cầu cụ thể của bộ phận hoặc không bị uốn . In 3D cũng đã được sử dụng để giảm chi phí hoặc tăng tính linh hoạt của bộ công cụ phanh ép tùy chỉnh, đặc biệt là bộ công cụ tạo thành nhiều khúc hoặc bộ phận cùng một lúc. Một bộ phận có thể không có âm lượng đủ lớn để biện minh cho một công cụ tùy chỉnh phức tạp, nhưng một bộ phận thì có thể. Người vận hành có thể sử dụng một công cụ in có đế thép; để tạo thành một phần khác trong họ, người vận hành chỉ cần hoán đổi phần đã in của công cụ với một biến thể khác.
In 3D có các ứng dụng vượt xa bản thân các công cụ phanh. Cân nhắc việc đo lường tùy chỉnh. Một số công việc có thể được hình thành trong một bộ công cụ tùy chỉnh hoặc thậm chí thông thường, nhưng đánh giá chúng đúng cách có thể là một con gấu. Người vận hành có thể dựa vào các điểm dừng pin hoặc các thiết lập khác, nhưng để chúng hoạt động có thể yêu cầu điều chỉnh quy trình tốn thời gian.
Tuy nhiên, đồng hồ đo tùy chỉnh in có thể thay đổi tình hình. Chúng có thể đơn giản như một thước đo được vặn vào mặt sau của thân dụng cụ. Hoặc chúng có thể phức tạp như một máy đo cạnh tùy chỉnh bao gồm một thanh thép có “vỏ bọc” được in có cấu hình phù hợp hoàn hảo với các yêu cầu đo cạnh của một bộ phận. Và, tất nhiên, vỏ bọc đó có thể được hoán đổi bằng các vỏ bọc in tùy chỉnh khác để sửa đổi khổ bên khi cần thiết.
In 3D cũng có thể giúp xử lý một phần. Hãy xem xét lại công cụ dạng đục lỗ được gắn với bộ chuyển đổi trên máy chấn. Nó có thể tạo ra một phần nhỏ một cách nhanh chóng, nhưng người vận hành vẫn cần lấy phần nhỏ đã tạo thành. Điều này có thể mất thời gian. Người điều khiển có thể bị mất một vài bộ phận và bản thân các bộ phận đó có thể hơi sắc và nguy hiểm khi xử lý.
Để tăng hiệu quả, bạn có thể in một máng và hộp đựng nhỏ bên cạnh dụng cụ. Công cụ tạo mẫu có thể quay vòng, và mảnh được tạo thành sau đó có thể rơi xuống máng và trực tiếp vào một hộp nhỏ, khi được lấp đầy, sẽ được mang sang thao tác tiếp theo.
Tìm ra cách tốt nhất
Bốn câu hỏi này cung cấp cho bạn các tùy chọn có sẵn. Điều nào có ý nghĩa đối với hoạt động của bạn phụ thuộc vào những nghi ngờ thông thường đó, bao gồm các yêu cầu về bộ phận (trọng tải cần thiết, độ chính xác của bán kính và góc), khối lượng, nhu cầu nhất quán và sự kết hợp của công nghệ trên sàn cửa hàng.
Nếu bạn có nhiều khả năng đục lỗ và một thư viện lớn các công cụ biểu mẫu, bạn có thể sẽ đi theo một con đường khác với con đường được thực hiện bởi một cửa hàng với nhiều tia laser và chỉ một cú đấm duy nhất. Bất kể, biết tất cả các tùy chọn sẽ giúp tiết lộ con đường tốt nhất để thành công. Và ngày nay con đường đó có thể bao gồm các yếu tố như in 3D và sử dụng các công cụ tạo khuôn dạng đục lỗ trên máy chấn mà hầu như chưa từng được nghe đến cách đây chỉ một thập kỷ.
Jiangsu Jinfangyuan (JFY) CNC Machine Co., Ltd. là thương hiệu sản xuất máy móc công nghiệp nổi tiếng tại Trung Quốc. Đây cũng là công ty con thuộc sở của tập đoàn hàng đầu thế giới TRUMPF group với vốn đầu tư lên đến 150 triệu RMB. JFY là nhà cung cấp các giải pháp tổng thể cho nghành gia công kim loại tấm đáng tin cậy và tiêu chuẩn cao. Hãng tập trung nghiên cứu, phát triển, sản xuất và kinh doanh các loại máy công cụ CNC gia công kim loại tấm cho các ngành sản xuất thiết bị điện, thang máy, nội thất, thiết bị gia đình, hàng không, thiết bị đo đạc ,..v..v. Bên cạnh đó JFY còn cung cấp các dây chuyền sản xuất tự động, cấp phôi cho máy cắt laser, chấn,đột,… uy tín và chất lượng
Để biết thêm thông tin về sản phẩm vui lòng liên hệ
Hotline: 0987.899.347
Email: info@automech.vn – sale@jfy.vn