


Uncategorized
Làm thế nào để cải thiện chất lượng cắt laser sợi quang của máy bạn?
Th12
Như chúng ta đã biết, ưu điểm quan trọng nhất của máy cắt laser kim loại là nó có thể cải thiện đáng kể độ chính xác của đường cắt. Tuy nhiên, nhiều khách hàng đã gặp phải vấn đề như vậy trong quá trình sử dụng thực tế, đó là chỉ chú ý đến tốc độ cắt, dẫn đến chất lượng sản phẩm không thể kiểm soát được một cách hiệu quả. Vậy làm sao để đảm bảo chất lượng cắt laser? Hãy để JFY bật mí cho bạn.
1.Chuẩn bị trước khi cắt
Để nâng cao chất lượng đường cắt, cần thực hiện thiết kế đường cắt khoa học và hợp lý, xem xét và sửa chữa bản vẽ trước khi cắt.
2. cắt trong thời gian
Trong quá trình cắt, ngoài việc điều chỉnh các thông số liên quan của máy theo độ dày vật liệu, người vận hành cần chú ý đến chất lượng cắt của mẫu. Việc cắt hàng loạt chỉ được thực hiện sau khi chất lượng in mẫu đã đủ tiêu chuẩn.
3.Điều chỉnh chính xác vị trí lấy nét
Điều chỉnh vị trí của tiêu điểm theo vật liệu và độ dày của vết cắt. Thông thường thép cacbon mỏng dưới 5mm, không có tiêu cự và tiêu điểm trên bề mặt của phôi, nhôm, thép không gỉ và các phôi khác tập trung vào bề mặt của phôi, khi cắt tấm thép cacbon dày, trọng tâm là trên bề mặt của phôi.
4. điều chỉnh dữ liệu áp suất khí hỗ trợ
Khi cắt với tốc độ nhanh hơn, sự ổn định của áp suất khí có ảnh hưởng lớn đến gờ cắt. Theo các thông số dữ liệu do JFY cung cấp, áp suất khí tốt nhất có thể được điều chỉnh để đảm bảo chất lượng sau khi cắt.
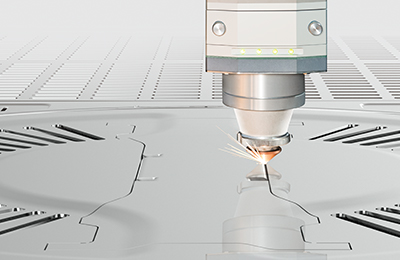
Cách xử lý sự cố đốt cháy bộ phận cắt trong máy cắt laser kim loại
Quá trình cắt laser sinh ra rất nhiều nhiệt khi gia công phần kim loại tấm, nhiệt không được khuếch tán kịp thời gây ra hiện tượng cháy cạnh. Trong quá trình gia công máy cắt laser kim loại, bên ngoài lỗ có thể được làm nguội, nhưng phần lỗ nhỏ bên trong lỗ đơn có ít không gian khuếch tán nhiệt hơn, và nhiệt tập trung quá mức gây cháy, xỉ, v.v. Ngoài ra, trong quá trình cắt tấm dày, kim loại nóng chảy tích tụ trên bề mặt vật liệu và tích tụ nhiệt trong quá trình đục lỗ sẽ làm cho luồng khí phụ bị rối loạn, nhiệt lượng vào nhiều sẽ dẫn đến cháy cạnh.
Vậy làm thế nào để giải quyết vấn đề đốt và xỉ?
Giải pháp khắc phục hiện tượng quá nhiệt trong quá trình cắt laser lỗ nhỏ trên thép cacbon: Trong quá trình cắt thép cacbon với oxy là khí phụ, chìa khóa để giải quyết vấn đề là làm thế nào để ngăn chặn sự sinh nhiệt của phản ứng oxy hóa. Nó có thể bị cắt bởi oxy phụ trong quá trình thủng và chuyển sang không khí hoặc nitơ phụ trợ.
Điều kiện cắt xung với tần số thấp và công suất đầu ra đỉnh cao có thể làm giảm nhiệt lượng và tối ưu hóa điều kiện cắt. Đặt điều kiện là chùm tia laser xung đơn, đầu ra đỉnh cao của cường độ năng lượng cao và điều kiện tần số thấp có thể làm giảm sự tích tụ kim loại nóng chảy trên bề mặt vật liệu trong quá trình đục lỗ và giảm nhiệt lượng.
Giải pháp cắt Laser hợp kim nhôm và thép không gỉ: Trong quá trình gia công các vật liệu này, khí phụ được sử dụng là nitơ, khí này không cháy trong quá trình cắt. Tuy nhiên, do nhiệt độ cao của vật liệu bên trong lỗ rỗng nên hiện tượng đóng cặn ở bên trong sẽ thường xuyên hơn.
Giải pháp cho vấn đề này là tăng áp suất của khí phụ và đặt điều kiện là điều kiện xung của đầu ra đỉnh cao và tần số thấp.
Khí phụ khi dùng không khí sẽ không bị cháy khét nhưng dễ xuất hiện các vết xỉ ở phía dưới. Cần thiết lập các điều kiện như áp suất khí phụ cao, đầu ra đỉnh cao, điều kiện xung tần số thấp.

Trên thực tế, máy móc dù công nghệ cao đến đâu cũng không thể tự hoạt động nếu không có người vận hành, vì vậy cần nhắc nhở người vận hành hoặc kỹ sư của khách hàng học cách sử dụng máy từ JFY, hoặc nếu khách hàng có bất kỳ vấn đề gì về máy móc, vui lòng gọi đường dây nóng dịch vụ hậu mãi 24 giờ của JFY:
JFY – Member of the TRUMPF group – nhà cung cấp các giải pháp tổng thể cho ngành gia công kim loại tấm
🏢 285 Đường Phúc Lợi, Long Biên, Hà Nội
☎ ️0247.303.8678
📩 sale@jfy.vn
🌐 https://jfy.vn #JFY #TRUMPF #chấncnc #độtcnc #lasercutting #trudisk #trufiber #thangmay #tudien #automation #automech