


Bạn có biết
Đi sâu vào trọng tải máy chấn: khoa học đằng sau lực uốn

Th4
Bài viết trước, tôi đã mô tả một số lý do khả thi cho việc sử dụng độ bền kéo cuối cùng thay vì độ bền chảy để tính toán trọng tải tạo thành phanh ép. Mặc dù một số công thức có tính đến độ bền, nhưng cuối cùng chúng đều dựa trên độ bền kéo của vật liệu.

Ngay cả trong những điều kiện tốt nhất, lực hình thành mà chúng tôi tính toán sẽ là một ước tính của trọng tải. Như chúng ta đã biết, có quá nhiều tình tiết giảm nhẹ khiến chúng ta không thể tính được giá trị chính xác. Hướng của hạt có ảnh hưởng, cũng như tốc độ uốn cong, bán kính khuôn và những thứ khác mà chúng ta đã thảo luận vào tháng trước. Và còn nhiều điều mà chúng tôi không đề cập đến, bao gồm cường độ kéo, cường độ chảy và độ dày vật liệu rất khác nhau trong phạm vi dung sai của máy đo vật liệu, chưa kể đến sự khác biệt về cấu trúc và cấu tạo của vật liệu. Tuy nhiên, chúng ta có thể ước tính chính xác hợp lý về lực hình thành.
Điều đó nói rằng, tại sao lại thảo luận về tính toán áp suất hình thành nếu chúng ta đang thảo luận về những khúc cua gấp? Trọng tải hình thành liên quan như thế nào đến một khúc cua gấp? Đối với vấn đề đó, khúc cua gấp là gì, và tại sao bạn nên quan tâm? Đây là lý do tại sao: Lực uốn cần thiết về cơ bản xác định nếu, khi nào và ở đâu một khúc cua gấp sẽ xảy ra.
Một nét uốn là gì?
Chúng tôi thường dựa vào quy tắc ngón tay cái cũ của mình: Một khúc cua chuyển sang sắc nét khi bán kính khúc cua bên trong đạt khoảng 63 phần trăm độ dày vật liệu. Nhưng có lẽ có một cách tốt hơn để tính toán giá trị “sắc nét” của chúng tôi.

Đầu tiên, chúng ta hãy xem một khúc cua gấp thực sự là gì. Đó là một kiểu uốn cong mà sự kết hợp của mũi đột, lỗ mở và chiều dài uốn cong làm tăng trọng tải hình thành đủ cao để phá vỡ bề mặt của vật liệu, gây ra nếp gấp trên bán kính bên trong của khúc uốn.
Vết nhăn đó là do mũi đột xuyên qua bề mặt vật liệu bị uốn cong. Chúng tôi gọi diện tích bề mặt đó là diện tích đất, hoặc diện tích bề mặt đất. Nếu lực định hình cần thiết đủ lớn, nó sẽ đẩy mũi đột vào vật liệu, xuyên qua bề mặt vật liệu (xem Hình 1 ). Việc tạo nếp gấp ở tâm của bán kính bên trong sẽ khuếch đại cách các bộ phận phản ứng với sự không nhất quán của vật liệu, như sự thay đổi về độ dày, hướng thớ cũng như độ bền kéo và năng suất.
Khi mũi đột xuyên qua bề mặt tấm, tất cả các biến thể vật liệu thường gây ra thay đổi góc uốn nhỏ sẽ tăng lên và góc uốn sẽ trở nên khó đoán hơn bình thường. Tất cả điều này sẽ ảnh hưởng đến kích thước tuyến tính của bạn, vì các vấn đề liên quan đến việc đo lường các góc uốn cong dao động. Mối quan hệ của bán kính mũi đột với độ dày vật liệu càng “sắc nét” thì hiệu quả càng rõ rệt.
Yếu tố phương pháp hình thành
Khi đúc, chúng tôi sử dụng một bán kính đột rất nhỏ. Mục tiêu là tạo ra bán kính uốn cong rất sắc nét và nó được thiết lập bằng cách ép bán kính mũi đột nhỏ hơn độ dày vật liệu, bán kính dập và ép góc. Khi uốn đáy, bán kính vẫn được đóng dấu và góc được thiết lập bởi quá trình, vì vậy, một lần nữa, không có vấn đề gì với góc hoặc kích thước uốn khi chúng được thiết lập.
Trong quá trình uốn cong không khí, hoặc hình thành không khí, chúng tôi thả nổi bán kính, hình thành phần trăm của lỗ mở khuôn. Nó đang hình thành trong không khí, nơi chúng ta cần quan tâm đến khúc cua gấp. Bởi vì quá trình hình thành không khí là quá trình hình thành phổ biến nhất được thực hiện trên máy chấn ngày nay, kiến thức âm thanh về khúc cua gấp là một điều cần thiết đối với người vận hành cũng như các kỹ sư.
Dự đoán khúc gấp
Trong nhiều năm, tôi đã sử dụng một quy tắc ngón tay cái đơn giản, đó là bán kính uốn cong sẽ trở nên sắc nét khi bán kính uốn cong bên trong bằng 63% độ dày vật liệu, ít nhất là đối với thép cán nguội. Đó là giá trị đạt được sau nhiều năm quan sát trên sàn cửa hàng.

63% đã trở thành quy tắc ngón tay cái mặc định để dự đoán một khúc cua gấp. Nhưng khi chúng tôi áp dụng khái niệm này cho các loại vật liệu khác ngoài thép nhẹ cán nguội, 63% không còn hợp lệ nữa, vì vậy chúng tôi đã sử dụng hệ số fudge. Nhưng yếu tố giả mạo cũng chủ yếu dựa vào kinh nghiệm.
Một chút từ chối trách nhiệm ở đây: Giống như tính toán trọng tải, ước tính trọng tải xuyên này dựa trên độ bền kéo của vật liệu. Đồng thời, momen uốn dựa trên cường độ chảy, điểm mà tại đó các đặc tính đàn hồi của vật liệu trở thành dẻo. Tôi đã mượn công thức trọng tải đâm xuyên đó từ đấu trường đấm. Nó chỉ ra rằng đây là một chút so sánh giữa táo với cam. Sau đó, một lần nữa, đó chỉ là quy tắc ngón tay cái và nó giúp chúng ta tránh hầu hết các khúc cua gấp.
Nhưng có một cách tốt hơn. Hãy bắt đầu bằng cách phân tích những gì diễn ra trong một khúc cua gấp. Để làm điều này, chúng ta cần xem xét tính toán cho diện tích bề mặt đất, hoặc diện tích tiếp xúc giữa mũi đột và vật liệu khi bắt đầu uốn cong.
Xác định vùng tác động
Bạn có thể cho rằng chiều rộng của vùng tác động là bán kính cú chấn, nhưng trên thực tế, điều này không phản ánh những gì đang diễn ra trong một khúc quanh không khí tại “thời điểm uốn cong”. Nếu chúng tôi đo diện tích cong ở dưới cùng của, chẳng hạn như một đầu đột lỗ bán kính 0,062 inch, giá trị chiều rộng sẽ không bằng 0,062 inch.
Thay vào đó, chúng ta cần tìm diện tích tiếp xúc thực tế giữa kim loại và mũi đột – cụ thể là chiều dài cung dọc theo bán kính tương tác với vật liệu tại thời điểm uốn. Bạn sẽ thấy phép tính chiều dài cung tròn được kết hợp trong phương trình diện tích bề mặt đất trong phần tiếp theo.
Để tính chiều dài cung, chúng ta cần độ tiếp xúc của đầu đột tại thời điểm uốn (xem Hình 2 ). Đối với mục đích của chúng tôi, chúng tôi sử dụng 20 độ tiếp xúc, phù hợp với mômen uốn. Lưu ý rằng mômen uốn này không phải là tải trọng tạo hình lớn nhất. Trọng tải đỉnh xảy ra ở khoảng 60 độ so với góc uốn cong bên ngoài.
Tính toán sắc bén từ sức mạnh năng suất
Để tính toán nơi bắt đầu của một khúc cua gấp, chúng ta cần biên dịch như sau:
- Độ dày vật liệu (Mt) tính bằng inch
- Độ bền kéo của vật liệu (Ts) tính bằng PSI
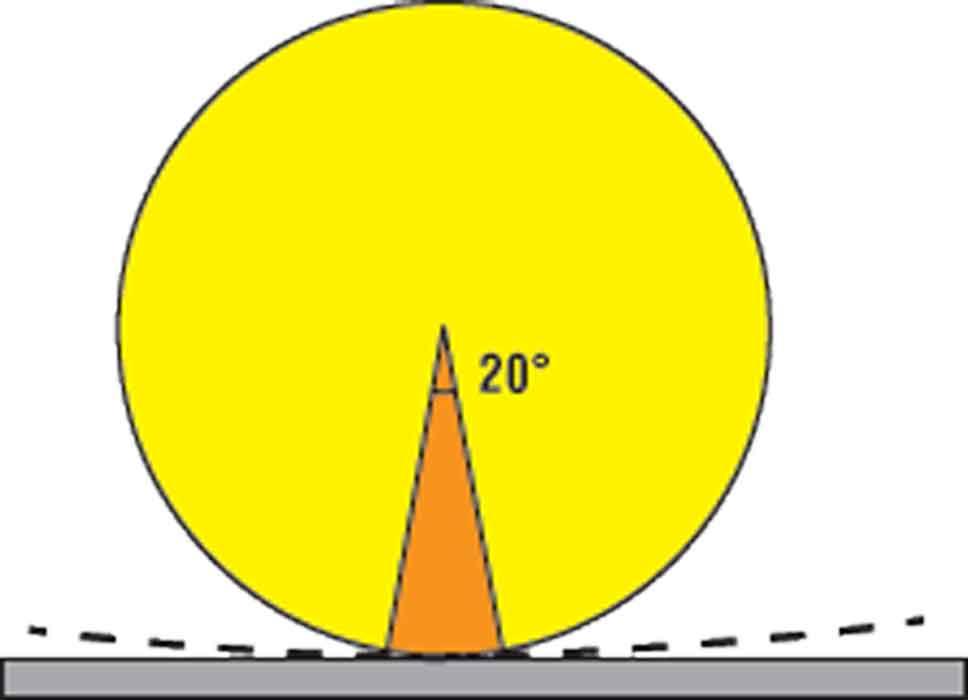
Hình 2 tròn đại diện cho đầu đột, và vùng màu đỏ cho thấy mức độ tiếp xúc của mũi dùi khi kim loại bắt đầu uốn cong, được thể hiện bằng đường chấm. - Cường độ năng suất vật liệu (Ys) tính bằng PSI
- Khuôn mở (Dw), chiều rộng của lỗ tính bằng inch
- Bán kính mũi đột (Pr) tính bằng inch
- Chiều dài uốn cong (BL) tính bằng inch
- Góc tiếp xúc (Ca)
Một lần nữa, đối với mục đích của chúng tôi, chúng tôi có thể sử dụng hằng số 20 độ cho góc tiếp xúc (Ca). Khi chúng ta có tất cả những điều này, chúng ta sẽ tính toán những điều sau:
Rf = Trọng tải hình thành yêu cầu trong PSI
Df = Lực cần thiết để biến dạng
Ls = Diện tích bề mặt đất
Rf = 575 × Mt 2 × Tr / Dw / 12 × BL
Ls = [(2π × Pr)/360] × Ca × BL
Df = Ys × Ls / 2.000
Những khúc cua gấp và quy tắc 20 phần trăm
Bán kính nổi tự nhiên trong một phần không khí bị uốn cong hình thành theo tỷ lệ phần trăm của chiều rộng khuôn. Chúng tôi gọi đây là “quy tắc 20 phần trăm”, nhưng nó chỉ là tiêu đề, vì tỷ lệ phần trăm thay đổi theo loại vật liệu. Vật liệu cơ bản của chúng tôi là thép nhẹ 60.000-PSI, tạo thành bán kính ở khoảng 16 phần trăm của lỗ mở khuôn, cho hoặc lấy một vài điểm phần trăm.
Để ước tính bán kính nổi của vật liệu bạn đang uốn, hãy nhân độ mở khuôn với tỷ lệ phần trăm vật liệu chính xác:
Một lần nữa, điều này cung cấp cho bạn một điểm khởi đầu. Tùy thuộc vào vật liệu của bạn và các biến khác, bạn có thể phải điều chỉnh tỷ lệ phần trăm của mình lên hoặc xuống một chút. Đây là thứ bạn sẽ có thể xác định theo thời gian.
Tuy nhiên, ngay cả một khúc cua bán kính nổi lớn vẫn có thể là một khúc cua gấp nếu hoàn cảnh phù hợp, và đây là nơi mà những phép tính về khúc cua gấp đó có thể giúp ích. Tránh uốn cong mạnh là việc không xuyên qua cấu trúc bề mặt của vật liệu.
Ngoài ra, không sử dụng bán kính mũi của cú đấm trong tính toán uốn cong của bạn. Thay vào đó, hãy sử dụng giá trị của bán kính uốn cong nổi. Không làm như vậy sẽ cung cấp cho bạn giá trị khấu trừ uốn cong sai.
Không hoàn hảo
Những tính toán uốn cong sắc nét này vẫn chưa hoàn hảo. Chúng có một chút rung lắc ở các điểm cực hạn của tỷ lệ năng suất trên độ bền kéo. Chúng tôi vẫn đang nghiên cứu vấn đề đó.
Bất kể điều gì, việc đi sâu vào loại chi tiết này ít nhất cũng cho chúng ta hiểu điều gì đang xảy ra khi một khúc cua trở nên sắc nét. Hiểu được khái niệm này áp dụng như thế nào trong các tình huống thực tế cho phép chúng tôi triển khai các biện pháp đối phó và làm cho các dự án tốt hơn, ít gặp sự cố hơn và giảm đáng kể hoặc thậm chí loại bỏ tình trạng nặng nề của người vận hành.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, ABB…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline:0987.899.347 – Mr.Toàn
Email:info@automech.vn