


Bạn có biết
Chìa khóa ứng dụng chất bôi trơn tốt nhất cho kết quả dập kim loại tối ưu

Th5
Một hoạt động dập thành công đòi hỏi cả ba thành phần phải được lựa chọn cẩn thận để đạt được mục đích mong muốn của chúng. Vật liệu bộ phận được chọn cho độ bền mong muốn của bộ phận hoàn thiện. Dụng cụ này được thiết kế để tạo ra các hình dạng bộ phận cần thiết. Chất bôi trơn được chỉ định để giảm ma sát giữa vật liệu chi tiết và dụng cụ.
Tuy nhiên, một khía cạnh quan trọng của bôi trơn – phương pháp sử dụng chất bôi trơn trong môi trường sản xuất thực tế – thường bị bỏ qua trong giai đoạn thiết kế quy trình, nhưng nó cũng quan trọng như chính chất bôi trơn.
Dầu nhớt và ứng dụng của nó song hành cùng nhau
Lựa chọn chất bôi trơn thích hợp cho quá trình dập không phải là một quá trình tầm thường. Toàn bộ lĩnh vực nghiên cứu, được gọi là bộ ba, tồn tại để hiểu sự tương tác giữa hai bề mặt chuyển động tiếp xúc với nhau. Nghiên cứu hình ảnh học giúp tăng cường hiểu biết về các thông số hoạt động quan trọng trong quá trình dập kim loại, chẳng hạn như ma sát, mài mòn và độ bôi trơn.
Các nhà nghiên cứu sinh vật học và kỹ sư bôi trơn thường chạy một số thử nghiệm để xác định xem một chất bôi trơn cụ thể sẽ hoạt động tốt như thế nào giữa hai bề mặt. Trong các thử nghiệm này, chất bôi trơn được áp dụng giữa vật liệu đại diện cho dụng cụ và vật liệu thứ hai là vật liệu đại diện cho vật liệu bộ phận.
Các bài kiểm tra đánh giá độ bôi trơn bao gồm bài kiểm tra kéo cốc, bài kiểm tra độ nén xoắn, bài kiểm tra chốt và khối chữ V, bài kiểm tra độ mòn 4 viên bi, và bài kiểm tra đĩa bi. Mỗi bài kiểm tra này mô phỏng quá trình dập. Chất bôi trơn thử nghiệm có thể chứng minh hiệu quả của nó trong phạm vi thử nghiệm.
Mặc dù mỗi bài kiểm tra này hơi khác nhau, nhưng mỗi bài kiểm tra đều hữu ích để xác minh các thông số nhất định của quy trình. Ở cấp độ cơ bản nhất, tất cả các thử nghiệm này sẽ đo lượng lực cần thiết để hai bề mặt chuyển động tương đối với nhau đối với một áp suất tiếp xúc nhất định giữa hai bề mặt. Các bài kiểm tra cũng có thể xác định thời điểm mọi thứ bắt đầu thất bại. Một loạt các thử nghiệm có kiểm soát có thể được chạy để đánh giá hiệu suất của chất bôi trơn.
Tuy nhiên, phương pháp phân phối thực tế của chất bôi trơn cho quy trình thường là phương pháp suy nghĩ sau, và phương pháp suy nghĩ sau này có thể dẫn đến sự kém hiệu quả đáng kinh ngạc trong quy trình tổng thể. Điều quan trọng không kém là lượng chất bôi trơn thích hợp được áp dụng cho dụng cụ hoặc vật liệu ở đúng nơi, vào đúng thời điểm.
Một phương pháp ứng dụng không hiệu quả có thể đánh bại mục đích của các đặc tính của chất bôi trơn đã được kiểm tra và chỉ định rất cẩn thận.
Ít nhất ba triệu chứng tiêu cực trong quy trình dập là một dấu hiệu đỏ cho thấy quy trình đăng ký không phù hợp:

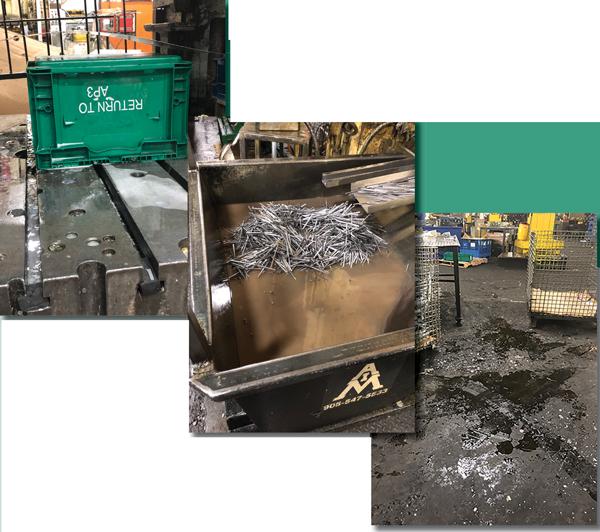
- Sự lộn xộn. Triệu chứng đầu tiên là một mớ hỗn độn ẩm ướt, trơn và nhờn do chất bôi trơn tiết ra. Khi một hệ thống không được chỉ định để cung cấp chất bôi trơn ở nơi cần thiết, gọn gàng và đúng cách, thì giải pháp thay thế là bôi thật nhiều chất bôi trơn ở khắp mọi nơi.
- Khi chất bôi trơn được bôi quá nhiều, các bộ phận, mảnh vụn và dụng cụ thoát ra khỏi máy ép sẽ để lại những vệt dầu nhờn khắp cơ sở theo thùng bộ phận, khuôn dập và xe nâng. Điều này gây ra tình trạng mất an toàn, trơn trượt; yêu cầu làm sạch bộ phận quá mức; và tạo ra một môi trường tổng thể lộn xộn. Các nhà khai thác thường sống theo phương châm càng nhiều càng tốt; tuy nhiên, với việc bôi trơn, điều này không phải lúc nào cũng đúng.
- Phạm vi bảo hiểm không đầy đủ, không nhất quán. Triệu chứng thứ hai của một hệ thống ứng dụng chất bôi trơn không đầy đủ là độ che phủ không nhất quán, đốm màu. Quá trình dập bị cản trở bởi vòi phun nhỏ giọt, đầu phun sai vị trí và thiếu giám sát quy trình để đảm bảo cung cấp chất bôi trơn thích hợp. Chất lượng một phần và tuổi thọ của dụng cụ có thể bị ảnh hưởng. Nứt bộ phận và mài mòn dụng cụ sớm dẫn đến thừa phế liệu và tăng thời gian ngừng máy của máy.
- Lãng phí và Chi phí. Triệu chứng thứ ba của hệ thống ứng dụng chất bôi trơn không đầy đủ là chất bôi trơn bị lãng phí bằng chứng là các hố báo đầy và bộ phân phối chất bôi trơn trống rỗng. Khi chất bôi trơn kết thúc trên sàn, nó không còn thực hiện mục đích đã định. Việc bơm và thải chất lỏng thường xuyên từ các hố ép là một khoản phí lớn và không cần thiết. Việc rửa các bộ phận bị dính dầu nhờn dư thừa cũng là một khoản chi phí bổ sung.
Ứng dụng Liên hệ hoặc Không liên hệ?
Hai phương pháp cơ bản để áp dụng chất bôi trơn cho một bộ phận là tiếp xúc và không tiếp xúc.
Các phương pháp tiếp xúc bao gồm các dụng cụ lăn lớp phủ, lau hoặc nhúng và ép vật liệu. Các ứng dụng tiếp xúc có thể cung cấp ứng dụng gọn gàng nhất và cung cấp các lớp phủ nhất quán trên toàn bộ vật liệu của bộ phận, trên và dưới.
Bôi trơn không tiếp xúc thường đề cập đến loại ứng dụng dạng phun. Dụng cụ phun có thể sử dụng vòi phun không cần không khí, phun có trợ lực hoặc vòi phun tĩnh điện. Mỗi thứ đều có vị trí của nó, nhưng lợi ích chính của việc bôi trơn không tiếp xúc là không có gì ngoài chất lỏng tiếp xúc vật lý. Bôi trơn không tiếp xúc đôi khi yêu cầu một hệ thống quản lý quá mức.
Xác định phương pháp nào
Quyết định loại hệ thống ứng dụng nào để sử dụng sẽ phụ thuộc vào một số yếu tố, chẳng hạn như yêu cầu của khách hàng cuối, hệ thống cần linh hoạt như thế nào để thích ứng với các công việc khác chạy trên cùng một đường dây và liệu đường dây sẽ được cấp bằng trống hay cuộn dây. cổ phần.
Khi chỉ định hệ thống ứng dụng chất bôi trơn, thợ dập kim loại phải xác định vị trí ứng dụng thích hợp, đảm bảo có đủ không gian cho hệ thống và đánh giá khả năng ứng dụng của chất lỏng.
Họ phải quyết định xem cả phần trên và phần dưới của bộ phận hoặc dụng cụ có cần được bôi trơn hay không. Họ cũng phải quyết định xem chất bôi trơn có nên bôi chất lỏng đồng đều trên chiều rộng của vật liệu gốc hay chỉ nên bôi chất lỏng cho các phần của bộ phận. Các bộ phận quan trọng phải được bôi trơn bằng các chất bôi trơn cung cấp phản hồi về ứng dụng thích hợp.
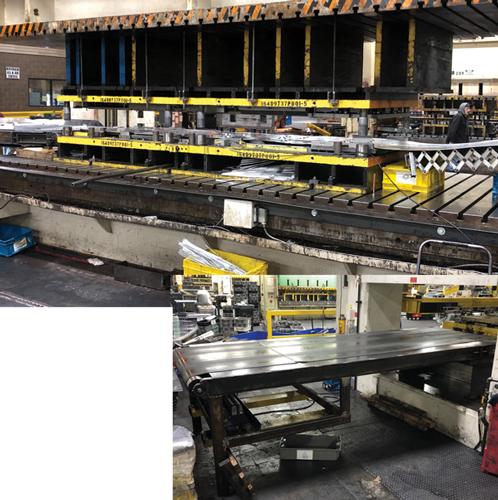
Họ cũng phải đảm bảo rằng có không gian vật lý trong đường dây để gắn hệ thống bôi trơn. Các bản vẽ bố trí đường dây phải bao gồm không gian cần thiết để gắn thiết bị bôi trơn và nguồn cung cấp của nó. Dụng cụ lăn hoặc gạt nước thường yêu cầu không gian khoảng 12 đến 15 inch dọc theo hướng của dòng vật liệu vào máy ép. Chúng cũng thường yêu cầu khoảng 4 inch ở bên trái và bên phải của vật liệu. Ngoài ra, nếu muốn bôi trơn bổ sung trong dụng cụ có thể xảy ra một số hình vẽ hoặc hình dạng khó khăn, dụng cụ phải được thiết kế sao cho các vòi phun trong khuôn có thể được lắp, kết nối và tiếp cận một cách chắc chắn.
Ngoài ra, bản thân chất lỏng phải được đánh giá để ứng dụng thích hợp. Các thử nghiệm trong phòng thí nghiệm nói trên thường sử dụng các phương tiện thủ công như chổi sơn hoặc con lăn. Tuy nhiên, nếu chất bôi trơn được sử dụng trong môi trường sản xuất, chất bôi trơn đó phải tương thích với chất bôi trơn. Ví dụ, chất lỏng có độ sệt của bơ đậu phộng sẽ khó phun hoặc lăn trong môi trường sản xuất.
Kết quả hình thành tốt nhất mang lại nhiều lợi ích
Khi các máy dập kim loại liên tục tìm cách loại bỏ chất thải trong các quy trình của họ, một hệ thống ứng dụng bôi trơn được suy nghĩ kỹ lưỡng và thiết kế tốt có thể cung cấp quyền truy cập vào một số hiệu quả giảm thiểu lãng phí. Môi trường cửa hàng sạch hơn, không gian làm việc an toàn hơn, giảm tiêu thụ chất bôi trơn, tăng thời gian hoạt động và chất lượng bộ phận tốt hơn đều là những lợi ích hữu hình của việc bôi trơn đúng cách. Cũng như các thông số kỹ thuật của máy ép và bộ nạp được điều chỉnh cẩn thận cho phù hợp với ứng dụng, hệ thống ứng dụng bôi trơn cũng vậy.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, ABB…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline:0987.899.347 – Mr.Toàn
Email:info@automech.vn