


Bạn có biết
Uốn CNC – việc sản xuất trở nên linh hoạt

Th4
Hệ thống mô-đun mở ra quá trình hình thành sản xuất mà không cần các công cụ chuyên dụng
Một nhà máy gia công kim loại tấm điển hình có thể có sự kết hợp của các hệ thống uốn. Tất nhiên, ép phanh là phổ biến nhất, nhưng một số doanh nghiệp cũng đầu tư vào các hệ thống tạo hình khác như uốn và gấp bảng. Tất cả các hệ thống này giúp các hoạt động tạo thành các bộ phận khác nhau mà không cần đến công cụ chuyên dụng.
Việc tạo hình kim loại tấm trong sản xuất số lượng lớn cũng đã phát triển. Các nhà máy như vậy không còn cần phải dựa vào các công cụ dành riêng cho sản phẩm nữa. Giờ đây, họ sử dụng các dây chuyền mô-đun có thể đáp ứng nhiều nhu cầu tạo hình khác nhau, kết hợp uốn bảng với nhiều biến thể tạo hình tự động, từ tạo góc đến ép phanh và uốn cuộn. Và gần như tất cả các mô-đun này thực hiện các hoạt động của chúng với rất ít nếu có bất kỳ công cụ dành riêng cho sản phẩm nào.
Uốn CNC
Các dây chuyền uốn tự động cho kim loại tấm ngày nay sử dụng “uốn” theo nghĩa chung. Đó là bởi vì họ cung cấp nhiều loại uốn ngoài những gì phổ biến được gọi là uốn bảng, còn được gọi là uốn CNC .
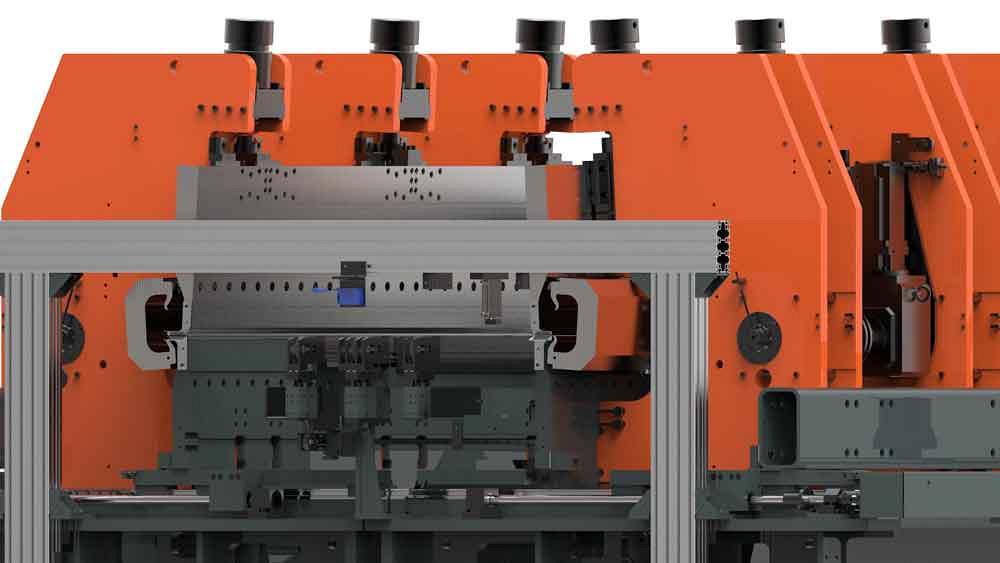
Uốn CNC (xem Hình 1 và Hình 2) vẫn là một trong những quy trình phổ biến nhất trên dây chuyền tự động, chủ yếu là vì nó rất linh hoạt. Một tấm được di chuyển vào vị trí bằng một tay máy (với đặc điểm “chân” giữ chặt và trượt tấm) hoặc bằng một băng tải đặc biệt. Băng tải có xu hướng hoạt động tốt nếu các tấm trước đó đã khoét lỗ khiến người thao tác khó di chuyển chúng.
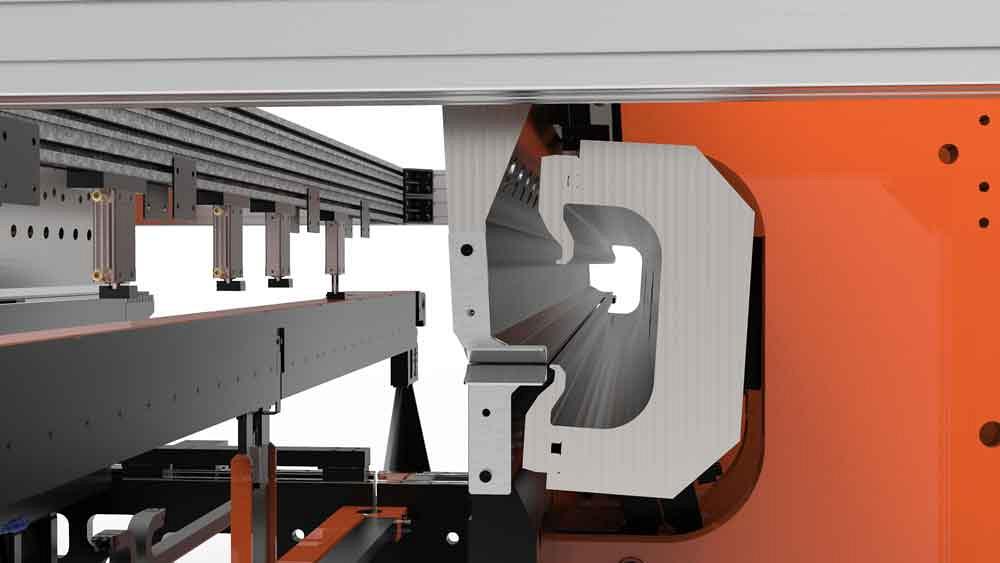
Hai khớp nhô ra từ bên dưới để vào giữa phần trước khi uốn cong. Sau đó, tấm được định vị bên dưới các dụng cụ kẹp hạ xuống và kẹp phôi vào vị trí. Các lưỡi uốn từ bên dưới di chuyển lên để tạo thành các khúc quanh dương, trong khi các lưỡi từ trên đi xuống để tạo thành các khúc uốn tiêu cực.
Hãy nghĩ về cơ chế uốn cong như một chữ “C” lớn, với các lưỡi trên và dưới ở hai đầu. Chiều dài mặt bích tối đa được điều chỉnh bởi hệ thống hoặc mặt sau của chữ “C,” đằng sau các lưỡi uốn.
Như vậy điều khiển thay đổi cũng cung cấp hoạt động linh hoạt khi nói đến trình tự uốn cong. Trong một số ứng dụng, nếu cuối khúc uốn ở một bên là âm thanh (gấp xuống dưới), các sửa chữa có thể chuyển ra bên ngoài và một mảnh ghép băng tải và đưa nó xuống bên dưới.
Uốn quay
Uốn cong thông thường bảng có điểm, đặc biệt là khi nói đến công việc quan trọng về thẩm mỹ. Các uốn nắn có hướng chuyển đổi theo kiểu, theo đó đầu tiên của sửa chữa không nằm ở chỗ trong chu kỳ uốn. Thay vào đó, nó có xu hướng kéo nhẹ, gần giống như cách một tấm kéo dọc theo bán kính vai uốn trong một chu kỳ uốn trên ép (mặc dù trong uốn bảng, lực kéo chỉ ra ở một điểm tiếp xúc , giữa chỉnh sửa và bộ trang bên ngoài).
Nhập uốn xoay , tương tự như gập trên các máy độc lập (xem Hình 3 ). Trong quá trình này, một chùm uốn xoay theo cách giữ cho dụng cụ tiếp xúc liên tục với một vị trí duy nhất trên bề mặt bên ngoài của phôi. Nếu ứng dụng yêu cầu, hầu hết các hệ thống uốn xoay tự động hiện đại có thể được thiết kế để dầm uốn xoay có thể uốn cong cả lên và xuống. Tức là, chúng có thể xoay lên trên để tạo thành một mặt bích dương, tự định vị lại để quay quanh một trục mới, và sau đó uốn cong một mặt bích âm (hoặc ngược lại).
Một số hoạt động uốn xoay được gọi là uốn xoay kép sử dụng hai chùm tia để tạo ra các dạng đặc biệt, như hình dạng Z liên quan đến các khúc uốn dương và âm xen kẽ. Hệ thống dầm đơn có thể xoay để uốn các dạng này, nhưng để tiếp cận tất cả các đường uốn, tấm cần phải được lật lại. Hệ thống uốn xoay chùm tia kép có thể tiếp cận tất cả các đường uốn cong theo hình chữ Z mà không cần lật tấm.
Uốn cong có những hạn chế của nó. Nếu ứng dụng tự động yêu cầu các dạng hình học rất phức tạp, thì uốn CNC với chuyển động vô hạn của các lưỡi uốn là lựa chọn tốt hơn.
Thử thách uốn cong cũng phát sinh khi lần uốn cuối cùng là âm. Trong khi các lưỡi uốn trong máy uốn CNC có thể di chuyển ra sau, thì dầm uốn xoay không thể di chuyển theo kiểu này. Một lần uốn cong âm cuối cùng sẽ yêu cầu ai đó trượt vật lý ra. Mặc dù có thể thực hiện được trong một hệ thống yêu cầu can thiệp thủ công, nhưng điều này thường không thực tế trong dây chuyền uốn hoàn toàn tự động.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, Hawacheon, EKO, Yadon, JQ laser, ABB,…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline: 0987.899.347 – Mr.Toàn
Email: info@automech.vn
Website: automech.vn