


Bạn có biết
Người điều khiển máy chấn làm thế nào để giải quyết các vấn đề một cách dễ dàng

Th3
Tại sao thiết kế các thành phần kim loại xung quanh các công cụ có sẵn là một ý tưởng hay
Một người điều khiển máy chấn nhận được một bản in có phần trừ khúc cua không chính xác sẽ làm hỏng mọi thứ và dành nhiều ngày để cố gắng khắc phục sự cố.

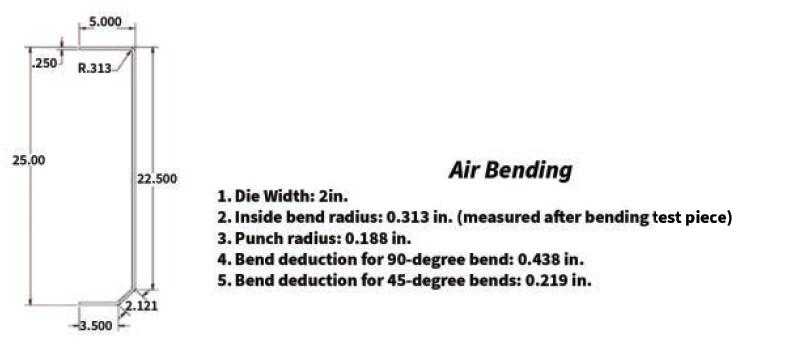
Phần thép không gỉ 304 dày 0,25 inch. Góc bế là 90 độ và đột lỗ là 0,188 inch. Bản in chỉ định bán kính bên trong là 0,313 inch, khấu trừ uốn cong (BD) là 0,438 inch đối với khúc cua 90 độ và 0,219 inch. BD cho hai mặt cong 45 độ. Tất cả các chiều dài uốn cong là 5 in.
Khi tôi uốn cong dựa trên những đường uốn cong này, kích thước cuối cùng của bộ phận thậm chí không gần với những gì tôi cần. Vì vậy, tôi thực hiện từng khúc cua một, tinh chỉnh từng khúc, và có vẻ như tất cả các đường uốn cong của tôi đã hoàn toàn thay đổi. Ngay cả khi làm điều này, tôi vẫn không thể uốn cong bộ phận đến trong dung sai được chỉ định. Một số kích thước đã bị lệch tới 3/16 inch. Sau một vài ngày kể từ ngày này, một người khác đã mang đến một bản vẽ khác cho cùng một phần đã chỉ định 1,5 inch. đáy chết, một công cụ mà các nhà khai thác dường như đã thành công trước đây.
Tôi đã thực hiện một số nghiên cứu trên internet và tìm thấy các bài báo của bạn. Chúng cực kỳ hữu ích, nhưng tôi có một số câu hỏi khác liên quan đến công việc này. Đầu tiên, tôi có nên sử dụng 2 trong không. hoặc 1,5 inch. chết? Ngoài ra, điều gì khiến một số kích thước bị lệch tới 3/16 in.?
Trả lời: Đầu tiên, hãy giải quyết sự không nhất quán mở khuôn. Bạn lưu ý rằng bạn đang uốn phần này bằng cách sử dụng 2-in. mở chết, nhưng sau đó một bản vẽ khác chỉ định 1,5-in. chết mở. Điều này sẽ thay đổi bán kính uốn cong bên trong của bạn. Lỗ mở khuôn càng lớn, bán kính uốn cong nổi bên trong của bạn càng lớn, do đó sẽ yêu cầu sự thay đổi trong BD của bạn.
Như bạn đã biết, bán kính trong không khí uốn cong hình thành phần trăm của lỗ mở khuôn. Bạn có thể tính toán bán kính bên trong thả nổi bằng cách sử dụng quy tắc 20%. Mặc dù đó chỉ là quy tắc ngón tay cái — và tỷ lệ phần trăm thực tế thay đổi theo loại vật liệu — nó có thể chính xác một cách hợp lý trong việc dự đoán bán kính bên trong sẽ như thế nào trong một nhóm hoàn cảnh nhất định. Đối với vật liệu không gỉ của bạn, quá trình tạo không khí sẽ tạo ra bán kính bên trong từ 20% đến 22% của lỗ mở khuôn.
Chúng tôi sẽ bắt đầu với mức trung bình là 21%, có nghĩa là 2 trong số của bạn. lỗ mở khuôn phải nổi một bán kính uốn cong bên trong khoảng 0,420 in. (2 × 0,21 = 0,420). Đối với phần uốn cong 90 độ đó, bản in yêu cầu bán kính uốn cong bên trong là 0,313 inch, một giá trị nhỏ hơn đáng kể. Nhìn trực quan nó có thể không khác nhiều như vậy, ngay cả khi sử dụng thước đo bán kính; Đôi khi cần một con mắt thực hành để đo bán kính bên trong một cách chính xác.
0,420-in này. bán kính sẽ cung cấp cho bạn BD là 0,459 inch đối với khúc cua 90 độ — nhưng bản in yêu cầu BD là 0,438 inch. Rõ ràng, BD trên bản in gốc bị tắt đi một lượng nhỏ. Tuy nhiên, đối với các khúc cua 45 độ, tôi tính toán BD là 0,137 inch trong khi bản in chỉ định 0,219 inch.
Đây có thể là ít nhất một nguồn gốc của vấn đề của bạn. Nó chỉ xảy ra rằng 0,219 in. Chính xác là một nửa của 0,438 in. Tôi đoán là ai đó đã tính toán BD cho khúc cua 90 độ, sau đó chỉ cần chia kết quả làm đôi cho mỗi khúc cua 45 độ. Thật không may, đó không phải là cách tính toán uốn cong hoạt động. (Để xem lại phần cơ bản của việc áp dụng các hàm uốn cong.
Lựa chọn
Bạn nên sử dụng cách xử lý nào nào? Bạn bắt đầu bằng cách tính toán một lỗ mở khuôn hoàn hảo về mặt hình học. Đối với ứng dụng này, công thức đọc như sau: Bán kính uốn cong bên ngoài × 3.429 = Độ mở khuôn hoàn hảo về mặt hình học. Bạn có được bán kính bên ngoài bằng cách thêm độ dày vật liệu (0,25 in.) Vào bán kính bên trong (0,420 in.). Vì vậy, độ mở khuôn hoàn hảo của bạn phải là: 0,67 × 3,429 = 2,297 in.
Như tôi đã lưu ý, khả năng tính toán mở một con súc sắc hoàn hảo và tìm thấy một con súc sắc phù hợp hoàn hảo là không có. Ý tưởng là chọn một lỗ mở khuôn càng gần với độ hoàn hảo càng tốt. Trong trường hợp này, nó sẽ là 2 trong. chết bạn đã chọn.
Cũng lưu ý rằng 2-trong. chiều rộng khuôn phù hợp với một quy tắc ngón tay cái khác, quy tắc 8x: Độ mở của khuôn phải bằng tám lần chiều dày vật liệu, khi bán kính uốn cong bên trong gần hoặc bằng chiều dày vật liệu.
Điều gì sẽ xảy ra khi bạn chuyển sang 1,5 inch. chết mở? Chà, mọi thứ đều thay đổi. Đối với khúc cua 90 độ đó, lỗ mở khuôn mới đó tạo ra bán kính trong là 0,313 inch và BD là 0,459 inch. Đối với khúc cua 45 độ, bán kính khúc cua bên trong vẫn sẽ là 0,313 inch, nhưng BD bây giờ là 0,133 thay vì 0,219 in. được dự đoán bởi bản in gốc. Điều đó dẫn đến sai số là 0,086 inch cho mỗi lần uốn cong 45 độ hoặc tổng cộng là 0,172 inch.
Sử dụng 1,5 inch. Mở khuôn để ép bán kính bên trong và đạt được BD tính toán có thể được thực hiện. Nhưng đây là tin xấu: Đó là 1,5 inch. độ mở khuôn nhỏ so với loại vật liệu, bán kính uốn cong bên trong và độ dày của vật liệu. Điều này có thể làm cho trọng tải tăng lên đến mức có thể gây nguy hiểm. Quá tải như vậy có thể làm hỏng dụng cụ; nhúng dụng cụ vào ram và bệ máy (trọng tải chìm); và có thể gây ra hiện tượng lệch ram, hoặc làm lệch ram và giường vĩnh viễn. (Để biết thêm về trọng tải chìm, hãy xem 4 giới hạn trọng tải của máy chấn
Một lý do khác mà các lần chạy trước của công việc này có thể thu nhỏ bán kính và tạo ra các bộ phận có thể chấp nhận được về mặt kích thước là bạn đang uốn cong với mối quan hệ rõ ràng giữa bán kính cú chấn và vật liệu. Trọng tải định hình cho công việc phải lớn hơn lực cần thiết để làm biến dạng hoặc xuyên qua bề mặt vật liệu.
Bạn có thể xem máy tính độ cong gấp khúc trên trang web của tôi tại th eartofpressbrake.com. Trọng lượng hình thành dựa trên độ bền kéo của vật liệu, bán kính mũi đột, và độ mở của khuôn; máy tính sắc nét dựa trên sức bền chảy của vật liệu và bán kính mũi đột.
Vấn đề tiếp theo
Câu hỏi: Tôi nghĩ rằng bạn sẽ quan tâm đến những con số mới mà chúng tôi hiện đang sử dụng. Chúng tôi vẫn đang uốn thép không gỉ 304 trên 2-in. mở khuôn bằng một cú chấn bán kính 0,188 inch. Tôi đã sử dụng 0,4468, hệ số k trung bình mà bạn đã tham chiếu trong các cột trước đó. Và bây giờ chúng tôi đang sử dụng một BD mới cho các khúc cua 45 độ — 0,137 inch, nhỏ hơn nhiều so với 0,219 inch. BD đã chỉ định trước đó. Điều này tất nhiên đã thay đổi kích thước trống phẳng của chúng tôi.
Tất cả điều này đặt kích thước bộ phận đã hoàn thành của chúng tôi trong phạm vi dung sai và hiện chúng tôi đang đạt được 0,313-in được chỉ định. bán kính uốn cong bên trong. Một câu hỏi nữa: Kết quả của chúng tôi dường như không tuân theo quy tắc 20% đối với việc uốn cong không khí. Làm thế nào là 2 trong của chúng tôi. chết nổi một 0,313-in. bán kính trong vật liệu không gỉ 304 của chúng tôi?
Trả lời: Đầu tiên, xin chúc mừng — có vẻ như bạn đã tìm ra nguyên nhân chính gây ra sự cố của mình. Bản in ban đầu của bạn bị sai khi nó bị uốn cong 45 độ. Đôi khi bạn có thể lừa dối một phần lòng khoan dung, nhưng điều đó rất hiếm và có thể nguy hiểm. Sẽ tốt hơn nếu tính toán các con số một cách chính xác trong lần đầu tiên. Và, tất nhiên, luôn sử dụng hệ số k chính xác khi tính toán cho phép uốn cong và khấu trừ uốn cong.
Tại sao bán kính kết quả của bạn không khớp với dự đoán được đưa ra bởi quy tắc 20%? Đầu tiên, quy tắc chỉ cung cấp một ước tính và giả định rằng tất cả các điều kiện đều hoàn hảo và hiếm khi xảy ra. Tất cả chúng ta đều phải đối phó với các biến thể thuộc tính vật chất và một loạt các biến số khác.

Hình 2
Uốn thép không gỉ cường độ 74.700-PSI với cú chấn bán kính 0,188 inch và 2 inch. chết mở tạo ra một mối quan hệ uốn cong sắc nét. Bán kính cú chấn lớn hơn sẽ hữu ích.
Ngay cả như vậy, quy tắc 20% có thể giúp bạn đủ gần cho nhiều ứng dụng, vậy tại sao bán kính kết quả của bạn lại khác nhau như vậy? Có thể là do bạn vẫn đang uốn cong trong mối quan hệ chặt chẽ với độ dày của vật liệu.
Hình 2 cho thấy kết quả từ máy tính uốn cong sắc nét trên trang web của tôi. Như bạn có thể thấy, trọng tải cần thiết để tạo thành nhiều hơn lực cần thiết để làm biến dạng vật liệu, do đó, khúc cua của bạn trở nên sắc nét. Điều này có thể làm cho bán kính dài ra, thu nhỏ và có nhiều hình dạng hơn hình parabol.
Nếu bạn có thể đạt được bán kính mong muốn và đáp ứng các yêu cầu ứng dụng của mình và miễn là bạn nằm trong khả năng chịu tải của máy móc và dụng cụ, việc uốn cong sắc bén trong trường hợp này có thể tiếp tục mang lại kết quả bạn cần. Mặc dù vậy, nói chung, việc bẻ cong có xu hướng khuếch đại tác động của các biến số khác, làm cho quá trình này ít lặp lại hơn.
Trong một thế giới lý tưởng, các bộ phận nên được thiết kế xung quanh các máy móc và công cụ có sẵn trong cửa hàng. Nếu không, bạn có thể lãng phí rất nhiều thời gian và phải chịu đựng rất nhiều đau đầu, vật lộn để “làm cho nó hoạt động” khi nhấn phanh.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, Hwacheon…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline:0987.899.347 – Mr.Toàn
Email:info@automech.vn
Youtube: AUTOMECH mecahnical