


Bạn có biết
Chỉ định dụng cụ uốn ống để tránh sai lệch, cải thiện chất lượng uốn cong

Th4
Mở khóa các bí mật để khóa công cụ, tận dụng tối đa các trục gá và ngăn lãng phí thời gian
Một vấn đề lâu dài trong thiết lập dụng cụ máy uốn ống là dụng cụ bị lệch, dẫn đến ống bị phế thải (vật liệu lãng phí) và yêu cầu thêm thời gian thiết lập để căn chỉnh dụng cụ (thời gian lãng phí).
Các ứng dụng uốn ống và ống ngày càng phức tạp hơn trong nhiều thập kỷ, thường được thúc đẩy bởi các yêu cầu ngày càng phức tạp của các OEM và được hỗ trợ bởi những tiến bộ trong máy uốn, dụng cụ và phần mềm. Một vấn đề tồn tại lâu nay là dụng cụ bị lệch. Việc đánh dấu không được chấp nhận và vật liệu bị giãn nở thường xảy ra trong quá trình uốn cong khi ống hoặc ống được kéo qua các dụng cụ kéo quay bị lệch. Điều này dẫn đến thất thoát phế liệu và mất thời gian khi người vận hành máy phải ngừng uốn và nỗ lực nhiều hơn để căn chỉnh dụng cụ. Không ai muốn loại bỏ đường ống hoặc lãng phí thời gian cho các thiết lập dài dòng, nhưng tiền đặt cọc đặc biệt cao khi ứng dụng sử dụng đường ống đắt tiền hoặc liên quan đến sản xuất khối lượng lớn. Ống là tiền và thời gian là tiền; tổn thất cộng dồn từ mỗi ống bị loại bỏ và mỗi phút thời gian ngừng hoạt động.
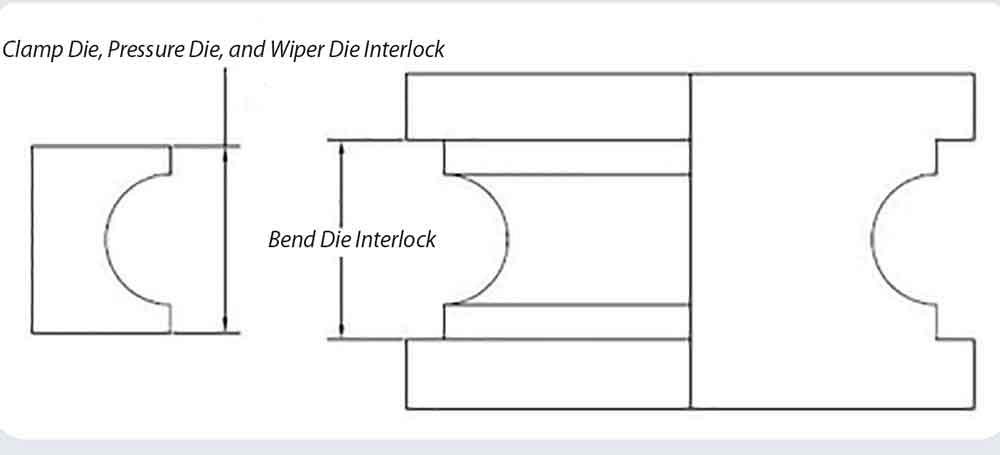
Công cụ khóa liên động
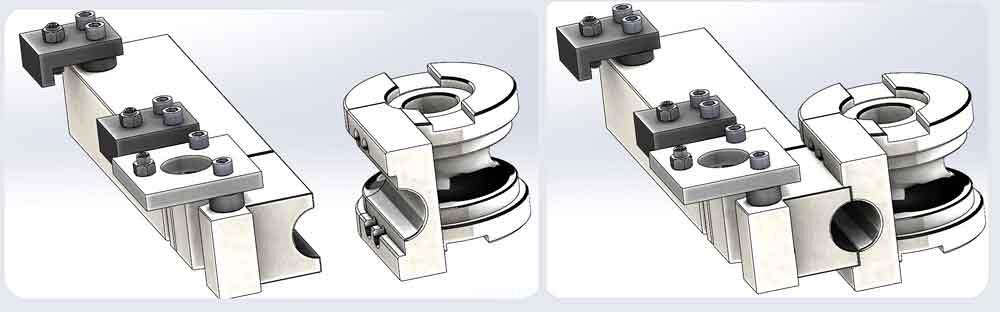
Một giải pháp là sử dụng công cụ khóa liên động (xem Hình 1 ). Như tên của nó, dụng cụ khóa liên động tích hợp khuôn gạt nước, khuôn kẹp và khuôn áp lực, lắp chúng bên trong lỗ khóa liên động của khuôn uốn cong. Từng được sử dụng chủ yếu trong các ứng dụng hàng không vũ trụ, mỹ phẩm và khối lượng lớn, dụng cụ khóa liên động đã trở thành một thiết kế dụng cụ được ưa chuộng cho hầu hết mọi ứng dụng uốn ống vì nó cung cấp độ uốn cong chất lượng cao và tạo điều kiện cho việc thiết lập dễ dàng hơn.
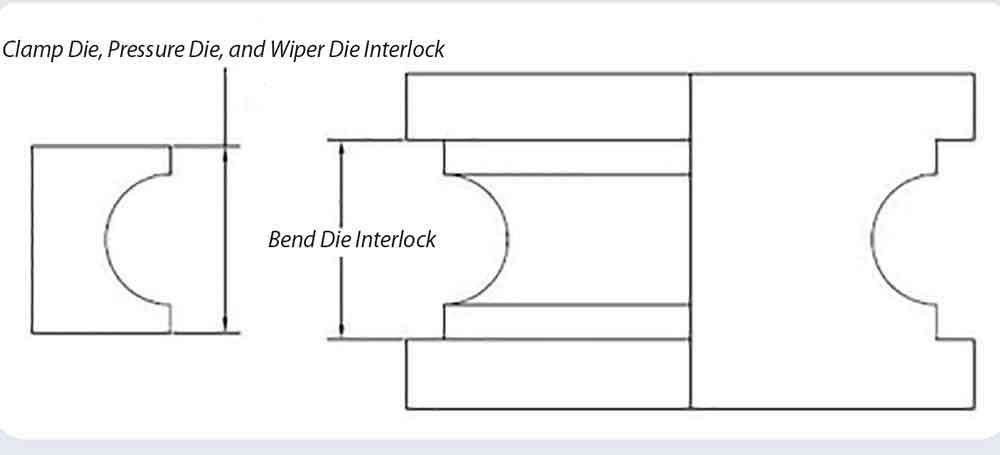
Tùy chọn khóa liên động cũng hoạt động tốt với công cụ xếp chồng lên nhau. Khi được thiết kế cho một ngăn xếp thay vì lắp đặt một công cụ, các công cụ có tỷ lệ khung hình cao hơn và chúng có xu hướng lệch hướng hoặc di chuyển dưới áp lực lớn hơn. Thiết kế khóa liên động giúp dụng cụ xếp chồng lên nhau luôn thẳng hàng trong quá trình uốn, do đó ít bị lệch và di chuyển hơn.
Mặc dù chi phí gia công khóa liên động cao hơn khoảng 9% đến 12% so với các công cụ tiêu chuẩn, nhưng nó có thể mang lại giá trị đáng kể trong việc giảm phế liệu và thời gian thiết lập. Lưu ý rằng máy phải cứng và chắc chắn để tận dụng được mọi thứ mà dụng cụ khóa liên động mang lại. Một chiếc máy bị mài mòn và căng thẳng sau nhiều thập kỷ sử dụng không có khả năng như một chiếc máy mới để cung cấp sự ổn định cần thiết.
Chỉ định và sử dụng một Mandrel
Giống như dụng cụ khóa liên động, trục gá – dụng cụ phù hợp với ID của ống hoặc ống – cũng tạo điều kiện cho các khúc uốn chất lượng. Chức năng chính của trục gá, đối với bất kỳ kiểu chạy dao nào, là ngăn OD bị sập.
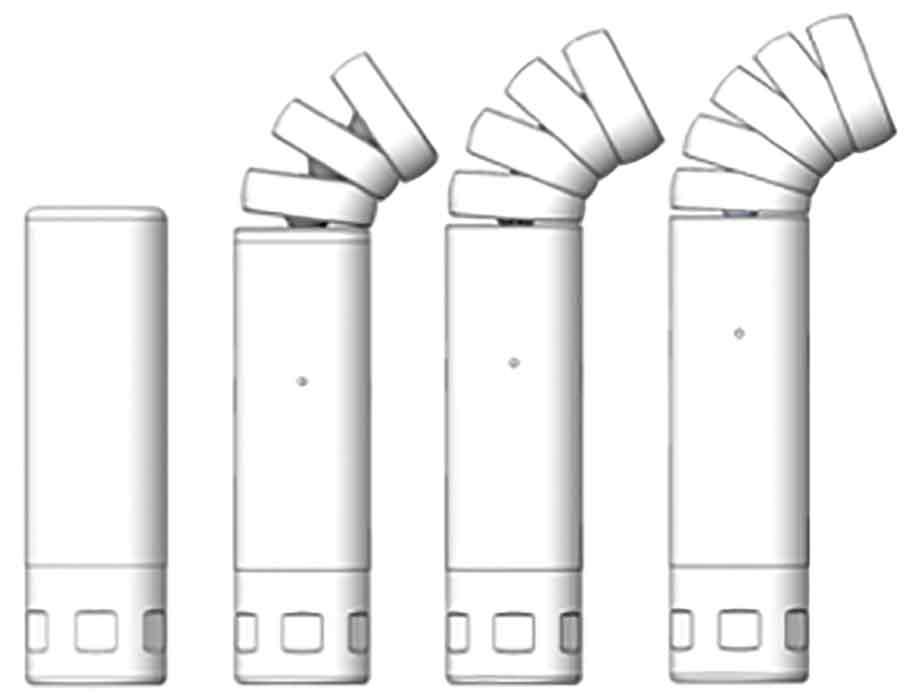
Các loại Mandrel. Một số loại có sẵn. Nhiều người sử dụng một loạt các quả bóng được liên kết (trong một số trường hợp, chỉ một quả bóng) để hỗ trợ ống hoặc đường ống không tiếp tuyến khi nó bị uốn cong (xem Hình 2 ). Để xác định trục gá nào tốt nhất để uốn các bộ phận của bạn, bạn có thể sử dụng công thức sau:
• Hệ số tường = OD chia cho độ dày của tường
• D of Bend = Bán kính đường tâm chia cho OD
Sử dụng hệ số thành và D của độ uốn cong để xác định bạn cần bao nhiêu viên bi cho trục gá. Ví dụ: nếu OD là 2 inch, độ dày của thành là 0,065 inch và bán kính đường tâm của khúc cua là 2,5 inch, thì:
• Hệ số tường = 2 ÷ 0,065 = 30,769
• D = 2,5 ÷ 2 = 1,25
Sử dụng bảng do máy hoặc nhà sản xuất dụng cụ cung cấp (xem Hình 3 ), tìm hàng có hệ số thành gần nhất và cột có chữ D uốn cong. Trong trường hợp này, giao điểm của hệ số tường 30 và độ uốn cong 1,25 D cho thấy chữ viết tắt, M3W, biểu thị trục gá tiêu chuẩn có ba quả bóng. Hậu tố W cho biết cần phải có khuôn gạt nước. Hãy nhớ rằng những bảng này là hướng dẫn và một số sai lệch có thể có lợi. Ví dụ, thêm một quả bóng thường cải thiện chất lượng uốn cong; sự cân bằng là sự gia tăng ma sát.
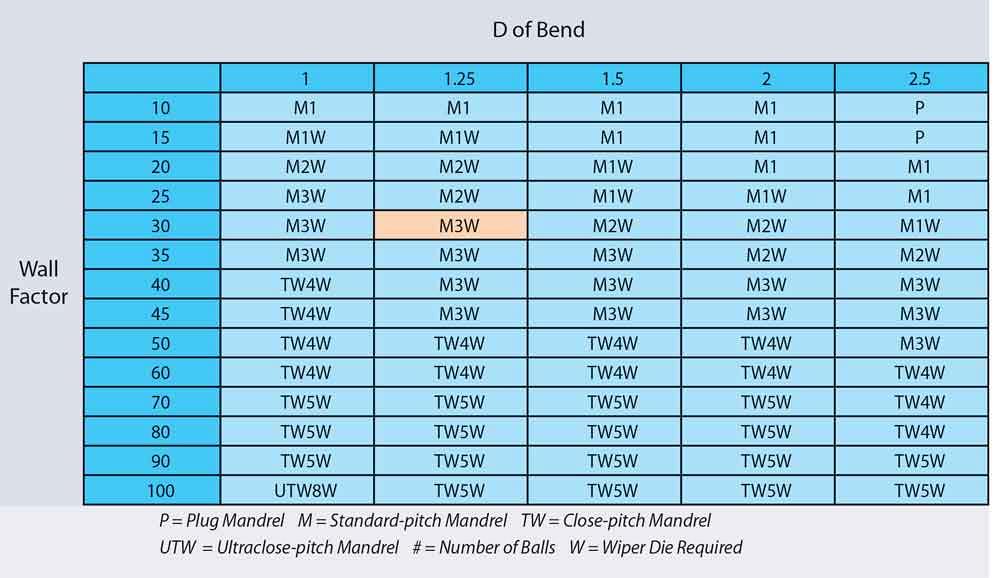
Ứng dụng có hệ số tường thấp sử dụng trục gá kiểu phích cắm hoặc một bi. Khi hệ số thành tăng, số lượng bóng cần thiết tăng lên, và có thể dẫn đến việc sử dụng trục gá thành mỏng hoặc siêu mỏng.
Việc sử dụng bảng tính sẽ đơn giản hóa vấn đề, cho phép bạn nhập nhiều tổ hợp số khác nhau để tìm các loại trục gá cần thiết cho nhiều kiểu uốn cong khác nhau.
Hợp kim Mandrel. Để trục gá hoạt động tốt, nó cần phải di chuyển trơn tru thông qua ID. Ma sát gây ra tiếng kêu, sự tích tụ của vật liệu trên bề mặt của trục gá, dẫn đến ma sát nhiều hơn và tiếng kêu lớn hơn.
Để uốn các vật liệu cứng như thép không gỉ, hợp kim titan và phôi được làm từ hợp kim INCONEL®, hầu hết các nhà cung cấp trục gá đều sử dụng hợp kim nhôm đồng. Để uốn các vật liệu tương đối mềm như thép nhẹ, nhôm và đồng, hầu hết chỉ định trục gá bằng thép có mạ crom. Nhiều lớp phủ có sẵn để giúp bôi trơn.
Kéo dài tuổi thọ dụng cụ
Bất kể dụng cụ bạn sử dụng và bất kể chúng được làm bằng chất liệu gì, chất bôi trơn là cần thiết để hạn chế mài mòn và kéo dài vòng đời của dụng cụ.
Mặc dù một bộ dụng cụ không đắt bằng một vật dụng vốn và đó là một vật phẩm tiêu dùng – nhưng nó vẫn đắt, vì vậy bạn nên giữ nó càng lâu càng tốt. Tuổi thọ của bộ công cụ dựa trên vật liệu cơ bản, độ khó uốn, hiệu quả bôi trơn, tình trạng máy và độ sạch của ống.
Cũng như chất nền của dụng cụ thay đổi tùy theo ứng dụng, chất bôi trơn cũng vậy. Cũng như hợp kim trục gá, các chất bôi trơn khác nhau tương ứng với độ cứng của vật liệu, nhiệt và áp suất phát triển trong quá trình uốn và một số yếu tố khác. Các nhà cung cấp chất bôi trơn và hầu hết các nhà sản xuất dụng cụ có thể đưa ra các khuyến nghị về việc lựa chọn chất bôi trơn.
Một yếu tố quan trọng khác để có được tuổi thọ sử dụng lâu nhất có thể từ bộ công cụ là chăm sóc dụng cụ. Thiết lập cho dụng cụ mới trên một máy mới không giống như thiết lập sau khi dụng cụ và máy móc đã gặp một số hao mòn. Một chút khéo léo trong việc cập nhật thiết lập sẽ giúp bạn duy trì chất lượng uốn cong một cách lâu dài, nhưng thường kỹ thuật viên thiết lập hoặc người vận hành máy không biết rằng những thay đổi nhỏ là theo thứ tự. Nhiều người bù đắp bằng cách đơn giản là tăng áp lực. Điều này có thể duy trì hình dạng của khúc cua, nhưng đó là một giải pháp ngắn hạn với những hậu quả lâu dài. Nó làm tăng tốc độ hao mòn của máy và dụng cụ, có nghĩa là người vận hành vẫn cần nhiều áp lực hơn để hoàn thành các khúc cua tốt
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, Hwacheon…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline:0987.899.347 – Mr.Toàn
Email:info@automech.vn
Youtube: AUTOMECH mecahnical